
















![OUTUBRO Nº 12 2009 25
Artigo Técnico
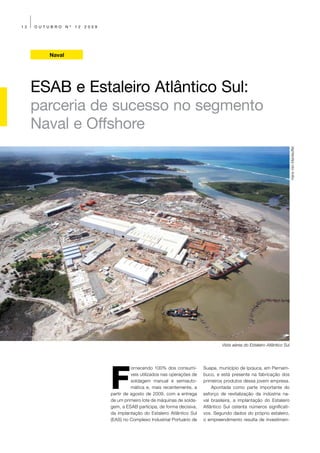
Arames tubulares com
diâmetro de 1,00 mm
Ronaldo Cardoso Junior
Consultor Técnico ESAB Brasil
C
om o aumento da competiti- Allen and Widgery [2] propuseram uma
vidade entre as empresas e equação similar à equação 1, em que a
a consequente corrida pelo taxa de fusão do arame pode ser escrita
aumento de produtividade, a como:
taxa de deposição dos consumíveis e pro-
cessos de soldagem vem sendo um parâ- βLI2
metro intensamente debatido. No entanto, M = k + αI + (eq. 3)
d2
ainda se veem certos conceitos errôneos
no mercado, um deles com relação ao na qual k, α e β são constantes.
diâmetro do arame.
No chão de fábrica, muitas pessoas Analisando as equações 2 e 3, pode-se
acreditam que quanto maior o diâmetro observar que, para uma mesma corrente
do arame, maior a quantidade líquida de de soldagem, quando menor o diâmetro
metal que ele deposita por unidade de do arame, maior a sua taxa de fusão. Esse
tempo (definição de taxa de deposição). fato está associado à maior densidade de
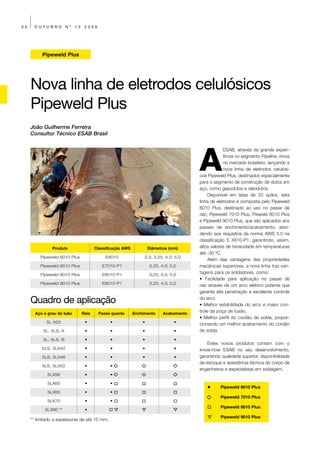
Entretanto, para uma mesma corrente de corrente elétrica, que, por efeito joule, gera
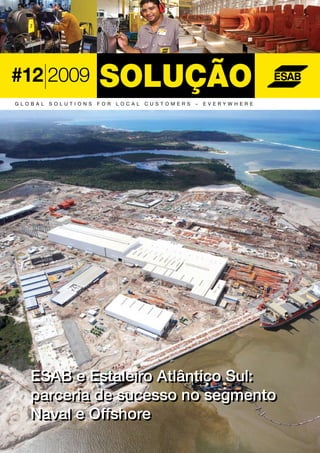
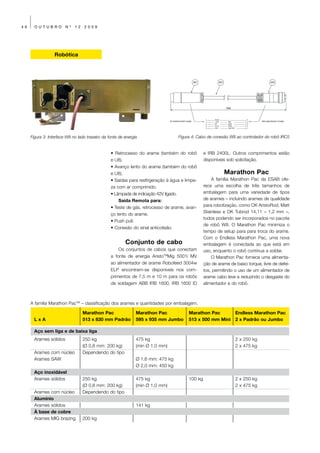
soldagem, a taxa de fusão será maior para mais calor. Como exemplo, as figuras 1 e
menores diâmetros de arame. 2 apresentam, respectivamente, as taxas
de deposição para arames sólidos e ara-
Fundamentação Teórica mes tubulares de diferentes diâmetros, nas
A equação 1 representa um modelo quais pode ser observado claramente o
para taxa de fusão, M(g/s), do arame na comportamento descrito acima.
soldagem GMAW. Para um arame maciço
cilíndrico, essa equação pode ser re-escrita
em termos do diâmetro do arame, d(mm),
conforme equação 2.
αLI2
M (QK +β) = UEI + (eq. 1) [1]
S
4αLI2
M (QK +β) = UEI + (eq. 2)
d2
Nesta, α (Ω.mm) é a resistência espe-
cifica do arame a uma determinada exten-
são de eletrodo, β(J/g) energia térmica do
arame a temperatura ambiente, QK energia
térmica da gota imediatamente após o
destacamento, UE(V) queda de tensão anó-
dica, catódica e S(mm2) área da secção Figura 1: Taxa de deposição para diversos
transversal do arame, L(mm) extensão do diâmetros de arames sólidos. Especificação
eletrodo e I(A) corrente de soldagem. do arame: ASME SFA 5.18 ER70S-6. Gás de
Para soldagem com arames tubulares, proteção 75%Ar+25%CO2](https://image.slidesharecdn.com/soluo-out09-110719132515-phpapp01/85/Solucao-out09-25-320.jpg)


![28 OUTUBRO Nº 12 2009
Artigo Técnico
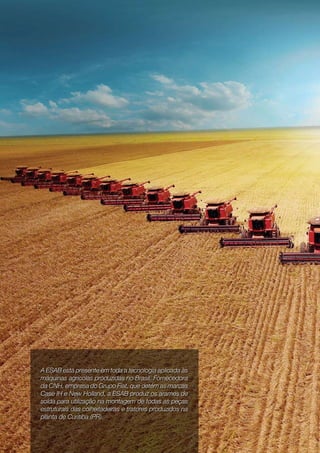
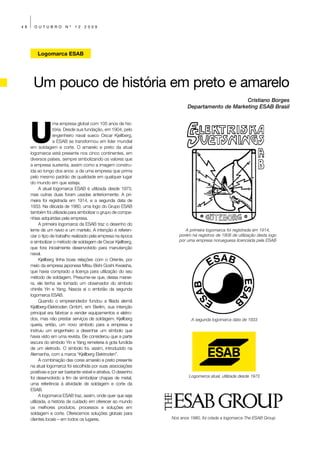
OK Tubrod 71 Ultra
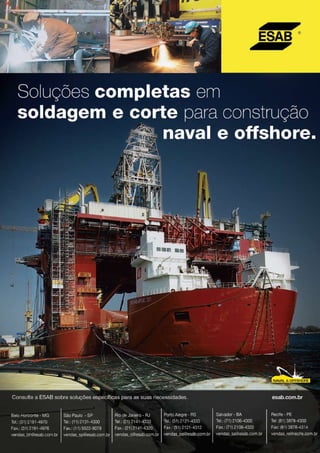
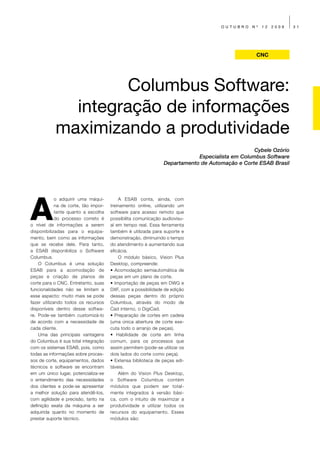
OK Tubrod 110MC – É um arame
Posições de Composição Propriedades
Classificação Gás de Proteção tubular de baixa liga, do tipo “metal
Soldagem Química (%)(a) Mecânicas(a)
cored” de elevado desempenho, ideal
L.R. 600MPa para soldagem em passe único e
ASME/AWS A5.20 C 0,04
L.E. 580MPa multipasse. Devido à sua formulação,
E71T1-1/9 C(M) 100%CO2 Si 0,50
A 26% composta de pós-metálicos, a aplica-
Mn 1,30
ChV(-30°C) 60J ção desse arame não gera escória,
L.R. 670MPa somente pequenas ilhas de sílica,
C 0,05
L.E. 630MPa similar aos arames sólidos.
Ar+20-25%CO2 Si 0,60
A 24% Esse arame possui aplicação simi-
Mn 1,50
ChV(-30°C) 55J lar ao arame sólido ER110S-G, porém
com vantagens como perfil de pene-
(a) Valores típicos.
tração mais regular, maior flexibilidade
no ajuste de parâmetros e maiores
taxas de deposição. Pode ser usado
tanto em soldagem manual como
ER70S-6 1,00mm OK Tubrod 71Ultra 1,00mm
robotizada.
Corrente de Soldagem(A) T.D.(a)(kg/h) T.D.(b)(kg/h) Sua aplicação é destinada à união
90 1,04 1,28 de aços de elevada resistência mecâ-
120 1,41 1,70 nica.
150 1,87 2,25
180 2,42 2,93
210 3,06 3,73
240 3,80 4,66
270 4,62 5,71
(a) Stick-out de 12,0mm (recomendado para arames sólidos).
(b) Stick-Out de 20,0mm (recomendado para arames tubulares).
OK Tubrod 110MC
Posições de Composição Propriedades
Classificação Gás de Proteção
Soldagem Química (%)(a) Mecânicas(a)
ASME/AWS A5.28 Ar+20-25%CO2 C 0,03 L.R. 850MPa
E110C-G Si 0,50 L.E. 800MPa
Mn 1,60 A. 18%
Ni 2,25 ChV(-30°C) 50J
Mo 0,60
(a) Valores típicos.
ER110S-G 1,00mm OK Tubrod 110MC 1,00mm
Corrente de Soldagem(A) T.D.(a)(kg/h) T.D.(b)(kg/h)
90 1,04 1,14
120 1,41 1,67 Referências Bibliográficas
1,87 [1] M Suban, J. Tusek. Dependence of
150 2,36
Melting Rate in MIG/MAG welding on
180 2,42 3,22
the type of shielding gas used. Journal of
210 3,06 4,23
Materials Processing Technology,119, 185-
240 3,80 5,41 192, 2001.
270 4,62 6,75 [2] J.S. Allen, D. Widgery. Cored wire deve-
(a) Stick-out de 12,0mm (recomendado para arames sólidos). lopments and objectives of BS 7084, Weld.
(b) Stick-Out de 20,0mm (recomendado para arames tubulares). Mat. Fabr. 6, 274-282, 1990.](https://image.slidesharecdn.com/soluo-out09-110719132515-phpapp01/85/Solucao-out09-28-320.jpg)














Solução out09
- 1. OUTUBRO Nº 12 2009 1 #12 2009 GL O B A L S OLU TI ON S FOR L OC AL C U S T O M ERS – EVERY W H ERE ESAB e Estaleiro Atlântico Sul: parceria de sucesso no segmento Naval e Offshore
- 3. OUTUBRO Nº 12 2009 3 índice ESAB e Estaleiro Atlântico Sul: parceria de sucesso no segmento Naval e Offshore página 12 O que está por trás de um equipamento ESAB página 17 Novas OrigoTMMig página 19 Saiba o que aconteceu na 12ª Feimafe e conheça os novos produtos apresentados pela ESAB Sistema sinérgico para página 8 soldagem de alta performance página 20 Arames tubulares com diâmetro de 1,00 mm página 25 Nova linha de eletrodos celulósicos Pipeweld Plus página 30 Columbus Software: integração de informações maximizando a produtividade página 31 Seleção de Equipamentos de Proteção Individual – Parte 1 página 34 Proteção ocular página 36 Process Centre: o sucesso do cliente é o nosso objetivo página 10 Linha de máscaras de autoescurecimento ESAB página 39 Dicas para o soldador – Como reconhecer um eletrodo revestido e calcular a corrente com a qual soldar página 40 A última palavra em robôs de alta tecnologia de soldagem página 44 Localização estratégica para o melhor atendimento de todo o Nordeste página 47 Um pouco de história em preto e amarelo página 48 Tecnologia nacional reconhecida no exterior Janela da Memória III página 50 página 23
- 4. 4 OUTUBRO Nº 12 2009
- 5. OUTUBRO Nº 12 2009 5 Editorial OUTUBRO Nº 12 2009 1 #12 2009 #12 2009 G L O B A L S O L U T I O N S F O R L O C A L C U S T O M E R S – E V E RY W H ERE O ano de 2009 foi marcado pela incerteza provo- cada pela crise que atingiu todos os países, em escala mundial. Com a exceção da China, que continua atu- ando como locomotiva da economia mundial, todos ESAB e Estaleiro Atlântico Sul: parceria de sucesso no segmento os países sofreram, em maior ou menor escala, com Naval e Offshore queda do nível de atividade da economia, perda de empregos, falência e fusões de empresas tradicionais. Os governos dos países desenvolvidos, e aí incluímos o Brasil, reagiram rapidamente e implementaram medi- das de salvamento que ajudaram a evitar o pior. Neste 2º Semestre, vemos que a crise foi controlada Expediente e que lentamente os diversos países começam a se Publicação institucional da ESAB Brasil reerguer. Neste contexto, o Brasil se destaca entre as Rua Zezé Camargos, 117 grandes economias com uma posição forte e saudável, Cidade Industrial capaz de aproveitar de forma positiva os tempos melho- CEP. 32210-080 – Contagem – MG res que se descortinem e iniciar um ciclo sustentável de marketing@esab.com.br crescimento como há muito não se via. Longe vão as www.esab.com.br “Décadas Perdidas”, dos anos 80 e 90, e já vemos previ- sões de taxas de crescimento para a economia brasileira • Diretor-Presidente que nos remetem aos tempos do Milagre Econômico. Ernesto Eduardo Aciar Nesta revista, destacamos um dos maiores empre- • Diretor de Vendas e Marketing endimentos em curso no Brasil, atualmente: o Estaleiro Newton de Andrade e Silva Atlântico Sul, que, quando concluído figurará lado a • Diretor Financeiro Luís Fernando Velasco lado com os mais modernos estaleiros do mundo. • Gerente de Marketing A ESAB é parceira do EAS desde seus primeiros Antonio Plais momentos, com treinamento e assistência técnica, e se orgulha de fornecer consumíveis de soldagem e • Produção equipamentos dentro das estritas exigências de quali- Prefácio Comunicação dade do empreendimento. (31) 3292-8660 Preparada para suportar este ciclo de desenvolvi- • Jornalista responsável mento que se anuncia, a ESAB apresenta uma série de Cristina Mota – MG 08071 JP ações que a fortalece ainda mais, como o Programa “Eu • Redação Assino Embaixo”, a abertura da nova filial em Recife, o Alexandre Asquini e Process Centre e diversas soluções em produtos, nas Paula Völker diversas áreas em que a empresa atua. Terminamos com • Coordenação Débora Santana – MG 12717 JP uma deliciosa crônica do nosso amigo Vito D’Aléssio e • Revisão um pouco da memória da ESAB. Cibele Silva Esperamos que esta revista possa trazer informação • Editoração e conhecimento de interesse da nossa comunidade e Tércio Lemos e Angelo Campos gostaríamos de receber suas críticas e sugestões para • Fotografias matérias através do endereço marketing@esab.com.br. Arquivo da ESAB / outros • Revisão técnica Boa leitura. Antonio Plais Antonio Plais Cristiano Borges Gerente de Marketing ESAB Brasil
- 6. 6 OUTUBRO Nº 12 2009 A ESAB está presente em toda a tecnologia aplicada às máquinas agrícolas produzidas no Brasil. Fornecedora da CNH, empresa do Grupo Fiat, que detém as marcas Case IH e New Holland, a ESAB produz os arames de solda para utilização na montagem de todas as peças estruturais das colheitadeiras e tratores produzidos na planta de Curitiba (PR).
- 7. A QUI ES OUTUBRO TEM Nº AB 12 2009 7 Divulgação Case IH - José Medeiros
- 8. 8 OUTUBRO Nº 12 2009 Feimafe 2009 Saiba o que aconteceu e conheça os novos produtos apresentados pela ESAB Cristiano Borges Departamento de Marketing ESAB Brasil D e 18 a 23 de maio, a Paulo. A empresa esteve presente ESAB participou da com um estande de 264 m², o maior Feimafe 2009 (12ª Fei- dentre todas as empresas da “Ilha ra Internacional de da Soldagem”, espaço organizado Máquinas-Ferramenta e Sistemas pela Associação Brasileira de Sol- Integrados de Manufatura), em São dagem e destinado exclusivamente
- 9. OUTUBRO Nº 12 2009 9 Feimafe 2009 às empresas de soldagem e corte. gico para soldagem de alta perfor- O estande foi projetado com todo o mance, que reconhece automatica- cuidado e seguindo o padrão glo- mente a tensão de entrada, é imune bal de identidade e funcionalidade a flutuações de rede e possibilita o ESAB, que prima por proporcionar gerenciamento dos dados de sol- aos clientes a mesma experiência dagem através do software Weld- de qualidade em qualquer local do Point. mundo em que estejam. Inúmeros outros lançamentos Apesar do cenário econômico de equipamentos para soldagem e desfavorável vigente no período, os corte, automatização de soldagem e resultados do evento e o interesse corte automatizado CNC foram fei- dos visitantes pelos novos produtos tos durante os seis dias da Feimafe. ESAB superaram as expectativas. Porém, o grande destaque ficou por Segundo Pedro Rossetti Neto, ge- conta do pré-lançamento da nova li- rente da filial São Paulo, “a Feimafe nha de EPI, Acessórios e Pequenas proporcionou uma apresentação Ferramentas ESAB, cuja abrangên- forte e rápida dos novos produtos cia e qualidade dos produtos gera- aos clientes. Foi extremamente im- ram enorme interesse nos visitantes. portante estar presente, já que os A nova linha já tem suas primeiras visitantes eram bastante selecio- peças disponíveis para vendas. nados e estavam ávidos por novi- dades. A feira facilitou a apresen- tação do novo sistema AristoMig Parcerias MultiVoltage U8 2 e da nova linha de Durante a feira, centenas de EPI, Acessórios e Pequenas Ferra- clientes – entre novos e já conso- mentas”. lidados – estiveram presentes ao A participação na Feimafe é um estande da ESAB para conhecer trabalho que envolve equipes de vá- novidades, tirar dúvidas e aprimorar rios departamentos da ESAB, técni- seus processos de soldagem e cor- cos e vendedores de todo o Brasil e te. E esse, em muitos casos, é ape- também de outros países, presen- nas um primeiro contato, que acaba tes no evento a fim de proporcionar resultando em parcerias e melhores o melhor atendimento possível aos soluções de soldagem. Inúmeras vi- clientes. sitas futuras foram agendadas, nas quais os técnicos de cada região do Lançamentos país – e da América do Sul – visita- Para a ESAB, a participação na rão os clientes, a fim de estabelecer Feimafe 2009 foi marcada pelo lan- parcerias. çamento de produtos que já estão A Feimafe foi uma grande opor- mexendo com o mercado de solda- tunidade para, mais uma vez, estrei- gem e corte. A linha Smashweld de tar o relacionamento com os clien- equipamentos para soldagem MIG/ tes, apresentar novos produtos e MAG foi apresentada com novas demonstrar o alinhamento estreito funcionalidades e novas opções de da ESAB com as necessidades do equipamentos. Os oito modelos de mercado e o foco na produtividade equipamentos da linha foram gran- e lucratividades dos clientes. Tudo o de sucesso no evento. que justifica o lema da ESAB para o Foi lançado também o Aristo evento: “Produtividade Gerando Lu- MultiVoltage U82, um sistema sinér- cratividade – A Solução ESAB”.
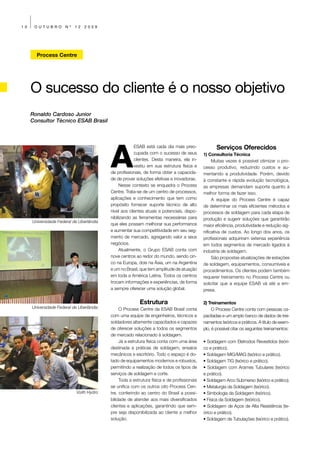
- 10. 10 OUTUBRO Nº 12 2009 Process Centre O sucesso do cliente é o nosso objetivo Ronaldo Cardoso Junior Consultor Técnico ESAB Brasil A ESAB está cada dia mais preo- Serviços Oferecidos cupada com o sucesso de seus 1) Consultoria Técnica clientes. Desta maneira, ela in- Muitas vezes é possível otimizar o pro- vestiu em sua estrutura física e cesso produtivo, reduzindo custos e au- de profissionais, de forma obter a capacida- mentando a produtividade. Porém, devido de de prover soluções efetivas e inovadoras. à constante e rápida evolução tecnológica, Nesse contexto se enquadra o Process as empresas demandam suporte quanto à Centre. Trata-se de um centro de processos, melhor forma de fazer isso. aplicações e conhecimento que tem como A equipe do Process Centre é capaz propósito fornecer suporte técnico de alto de determinar os mais eficientes métodos e nível aos clientes atuais e potenciais, dispo- processos de soldagem para cada etapa de nibilizando as ferramentas necessárias para produção e sugerir soluções que garantirão Universidade Federal de Uberlândia que eles possam melhorar sua performance maior eficiência, produtividade e redução sig- e aumentar sua competitividade em seu seg- nificativa de custos. Ao longo dos anos, os mento de mercado, agregando valor a seus profissionais adquiriram extensa experiência negócios. em todos segmentos de mercado ligados à Atualmente, o Grupo ESAB conta com indústria de soldagem. nove centros ao redor do mundo, sendo cin- São propostas atualizações de estações co na Europa, dois na Ásia, um na Argentina de soldagem, equipamentos, consumíveis e e um no Brasil, que tem amplitude de atuação procedimentos. Os clientes podem também em toda a América Latina. Todos os centros requerer treinamento no Process Centre ou trocam informações e experiências, de forma solicitar que a equipe ESAB vá até a em- a sempre oferecer uma solução global. presa. Estrutura 2) Treinamentos Universidade Federal de Uberlândia O Process Centre da ESAB Brasil conta O Process Centre conta com pessoas ca- com uma equipe de engenheiros, técnicos e pacitadas e um amplo banco de dados de trei- soldadores altamente capacitados e capazes namentos teóricos e práticos. A titulo de exem- de oferecer soluções a todos os segmentos plo, é possível citar os seguintes treinamentos: de mercado relacionado à soldagem. Já a estrutura física conta com uma área • Soldagem com Eletrodos Revestidos (teóri- destinada a práticas de soldagem, ensaios co e prático). mecânicos e escritório. Todo o espaço é do- • Soldagem MIG/MAG (teórico e prático). tado de equipamentos modernos e robustos, • Soldagem TIG (teórico e prático). permitindo a realização de todos os tipos de • Soldagem com Arames Tubulares (teórico serviços de soldagem e corte. e prático). Toda a estrutura física e de profissionais • Soldagem Arco Submerso (teórico e prático). se unifica com os outros oito Process Cen- • Metalurgia da Soldagem (teórico). Voith Hydro tre, conferindo ao centro do Brasil a possi- • Simbologia da Soldagem (teórico). bilidade de atender aos mais diversificados • Física da Soldagem (teórico). clientes e aplicações, garantindo que sem- • Soldagem de Aços de Alta Resistência (te- pre seja disponibilizada ao cliente a melhor órico e prático). solução. • Soldagem de Tubulações (teórico e prático).
- 11. OUTUBRO Nº 12 2009 11 Process Centre • Soldagem de Trilhos com Eletrodos Revesti- zação de soldas de união de trilhos com eletro- dos (teórico e prático). dos revestidos OK. • Recuperação de Cruzamentos Ferroviários • Treinamento de Simbologia de Soldagem (teórico e prático). – O evento aconteceu na Voith Hydro, nos • Custos na Soldagem (teórico). dias 16 e 17 de julho, e fez parte do treina- • Maneiras de Aumentar a Produtividade (te- mento dos soldadores visando à disputa do órico e prático). Concurso Soldador Padrão do Senai-SP. Este • Seleção de Consumíveis (teórico). treinamento faz parte da parceria da ESAB • Soldagem de Reparo e Manutenção (teórico com a Voith. e prático). • Soldagem com Backing Cerâmico (teórico • Abertura do I Curso de Especializa- e prático). ção em Engenharia da Soldagem (En- NOMA do Brasil S.A. genheiro Internacional de Soldagem) 3) Recomendação de Parâmetros de da Universidade Federal de Uberlândia Soldagem (UFU) – Em 7 de agosto de 2009, a ESAB É oferecido o serviço de recomendação foi convidada a participar da abertura do de procedimentos de soldagem para qual- curso de pós-graduação em soldagem, quer situação. O importante e essencial é oferecido pela UFU, através do Centro um procedimento otimizado, que explore ao para Pesquisa e Desenvolvimento de Pro- máximo a performance dos equipamentos cessos de Soldagem da sua Faculdade e consumíveis e seja, ao mesmo tempo, re- de Engenharia Mecânica. O curso atende alista, levando as condições de campo em aos requisitos do IIW e é credenciado pelo consideração. ABS-ANB e, por isso, os alunos podem se candidatar também ao diploma de en- 4) Ensaios genheiro internacional, além do titulo de Em algumas situações, ensaios es- Especialista em Soldagem, com reconhe- NOMA do Brasil S.A. peciais são requeridos. Nesses casos, o cimento pelo MEC. O Process Centre, em Process Centre realiza todo o serviço de conjunto com a filial Belo Horizonte, esteve soldagem e ensaios, fornecendo os dados na UFU e realizou demonstrações e uma necessários para elaboração de certifica- palestra sobre arames tubulares. dos e relatórios. • Desenvolvimento de Processos e Apli- Exemplos de Parcerias cações – Em parceria com a V&M, o Pro- • Treinamento de Soldagem de Aços cess Centre estudou o procedimento de de Alta Resistência – Em 9 e 10 de ju- soldagem dos aços inoxidáveis supermar- lho de 2009, o Process Centre da ESAB tensíticos (tubos produzidos na V&M) com esteve em Maringá para treinar 31 en- consumíveis de soldagem Super Duplex genheiros e soldadores da fabricante de (ESAB). Este aço é utilizado na indústria de implementos rodoviários Noma do Brasil óleo e gás (tubos de produção) e apresen- S/A. O treinamento teórico e prático foi fo- ta alta resistência mecânica, aliada a uma Transnordestina Logística S.A. cado na soldagem de aços de extra-alta elevada resistência à corrosão. Além disso, resistência. apresenta também boa soldabilidade, apa- A engenheira de processos Carolina recendo como alternativa para aplicações Nihy Tamamar apoia a ação: “Com essa Pipeline (tubos de condução), em que a sol- parceria, temos como melhorar constante- da é necessária. Este trabalho resultou em mente os conhecimentos e aplicações nos um artigo no Congresso Brasileiro de Sol- nossos processos”. dagem 2009. • Treinamento de União de Trilhos – No período de 17 a 21 de agosto, foi realizado no Você pode entrar em contato Process Centre, em Contagem-MG, o treina- mento de três soldadores e um engenheiro da através do email Transnordestina Logística S.A. O objetivo foi processcentre@esab.com.br qualificá-los conforme as normas para a reali- V&M
- 12. 12 OUTUBRO Nº 12 2009 Naval ESAB e Estaleiro Atlântico Sul: parceria de sucesso no segmento Naval e Offshore Hans Van Manteuffel Vista aérea do Estaleiro Atlântico Sul F ornecendo 100% dos consumí- Suape, município de Ipojuca, em Pernam- veis utilizados nas operações de buco, e está presente na fabricação dos soldagem manual e semiauto- primeiros produtos dessa jovem empresa. mática e, mais recentemente, a Apontada como parte importante do partir de agosto de 2009, com a entrega esforço de revitalização da indústria na- de um primeiro lote de máquinas de solda- val brasileira, a implantação do Estaleiro gem, a ESAB participa, de forma decisiva, Atlântico Sul ostenta números significati- da implantação do Estaleiro Atlântico Sul vos. Segundo dados do próprio estaleiro, (EAS) no Complexo Industrial Portuário de o empreendimento resulta de investimen-
- 13. OUTUBRO Nº 12 2009 13 Naval tos de R$ 1,4 bilhão e, quando completa- começou em novembro de 2005, quan- mente implantado, terá capacidade insta- do dois grandes grupos privados brasilei- lada de processamento da ordem de 160 ros – Camargo Corrêa e Queiroz Galvão mil toneladas de aço por ano. – somaram-se à também brasileira PJMR O EAS está capacitado a produzir to- Empreendimentos, formalizando uma so- dos os tipos de navios cargueiros de até ciedade, com suporte tecnológico de uma 500 mil toneladas de porte bruto (TPB) e, gigante mundial do segmento, a coreana também, plataformas offshore dos tipos Samsung Heavy Industries. Com 70 anos semisubmersível, sistemas flutuantes de de atividades, o Grupo Camargo Corrêa produção, armazenamento e transferência atua em 20 países, em áreas diversifica- de petróleo e, ainda, plataformas de per- das, tais como engenharia e construção nas atirantadas, entre outros equipamen- – as mesmas que haviam dado origem ao tos destinados à exploração de petróleo e grupo – cimento, calçados, têxteis e side- gás em mar aberto. A área industrial co- rurgia, entre outras, com 57 mil emprega- berta do Estaleiro tem 130 mil m2, e seu dos e receita bruta consolidada em 2007 dique seco apresenta as seguintes dimen- de R$ 12,4 bilhões. sões: 400 metros de extensão, 73 metros O Grupo Queiroz Galvão foi fundado de largura e 12 metros de profundidade. em 1953 e atua nos setores de constru- O dique é servido por dois pórticos Golia- ção pesada; perfuração e produção de ths, cada qual com capacidade de 1.500 óleo e gás; concessões de serviços pú- toneladas; dois guindastes de 50 tonela- blicos; siderurgia; cultivo e beneficiamento das cada, e dois outros guindastes de 35 de alimentos; finanças; limpeza urbana e toneladas cada. Os dirigentes do EAS as- engenharia ambiental, com 25 mil empre- sinalam que o porte desses equipamentos gados e receita bruta anual da ordem de possibilita reduzir de forma significativa o R$ 4,4 bilhões. tempo dedicado à fase de fabricação dos A PJMR é mais recente: empresa de projetos, facultando ao empreendimento participação acionária e de gerenciamento brasileiro fazer parte do reduzido grupo de de empreendimentos na área de constru- plantas de construção naval de quarta ge- ção naval e offshore, foi fundada em 1996, ração, figurando ao lado dos estaleiros da mas acumulou expertise participando de Ásia, considerados a vanguarda mundial empreendimentos em construção naval e, do setor. Quanto ao cais, o de acabamen- hoje, é acionista do Estaleiro Aker Yards to possui 730 metros de extensão, equi- no Brasil, do Estaleiro Atlântico Sul e da pado com dois guindastes de 35 tonela- Noroil Empresa de Navegação Ltda. das, e outros 680 metros serão utilizados Em junho de 2008, a Samsung Heavy para a construção e reparo de plataformas Industries passou a fazer parte da compo- offshore. sição acionária do EAS. Criada há 35 anos A vocação do EAS é mesmo construir e atualmente integrante de um grupo de navios e plataformas, e nesse compasso corporações que lideram mundialmente é que tem vivido os seus primeiros meses o segmento da construção naval, a Sam- como unidade já produtiva. Porém, levan- sung Heavy Industries possui um estaleiro do em conta a localização estratégica no na ilha de Geoje, na Coréia do Sul – insta- que concerne ao transporte marítimo glo- lações que ocupam 4 milhões de m2, con- bal e a posição privilegiada em relação a tam com quatro diques secos e geram 10 grandes regiões produtoras de óleo e gás mil empregos, podendo processar 600 mil em águas profundas, a empresa assegura toneladas de aço por ano, produzindo 52 que também estará preparada para forne- navios anualmente. cer uma considerável gama de serviços Por ora, os principais clientes do Esta- de reparo de embarcações e unidades de leiro Atlântico Sul são a Petrobras e a Trans- exploração de petróleo. petro, que integra a holding Petrobras e é considerada o maior armador da América Começo de tudo Latina e principal participante do mercado A história do Estaleiro Atlântico Sul de logística e transporte do Brasil.
- 14. 14 OUTUBRO Nº 12 2009 Naval A construção A preparação de equipes Eudes Santana Em 2007, começaram as obras de para a crítica atividade construção da planta industrial do EAS; de soldagem em fevereiro daquele ano, foram iniciados Ao falar sobre o significado da solda os trabalhos de terraplanagem e, seis me- no processo de fabricação de navios e ses mais tarde, as obras civis. Domingos plataformas, o gerente Domingos Edral Edral, gerente de produção, explica que diz: “Considero a solda o ponto mais im- um ano depois, já em agosto de 2008, en- portante. É o fator que permite a perfeita trou em operação a área fabril do estalei- ligação das partes metálicas e garante a ro, que passou a dar apoio à construção solidez da estrutura de um navio ou de da planta – prevista para estar concluída uma plataforma”. Com toda essa respon- ainda em 2009 – e também a participar da sabilidade, os procedimentos de solda- fabricação dos primeiros projetos de em- gem exigem profissionais perfeitamente barcações em carteira. Desde esse estágio qualificados e treinados para desenvolver inicial, estão em operação, na área fabril, adequadamente as diferentes operações. o pátio de chapas de aço e as oficinas de Mas obter essa mão-de-obra não é uma pré-tratamento, corte, submontagem, tu- tarefa tão simples. bulação e caldeiraria. “O estaleiro esteve diante de grande Os dirigentes do EAS costumam dizer desafio”, afirmou Luiz Fernando Breiten- que a construção do estaleiro exige uma bach, gerente geral das filiais Salvador e verdadeira “operação de guerra”, e não Recife da ESAB, unidades responsáveis parece haver nenhum exagero nesse tipo pelo atendimento do EAS. Ele explicou de afirmação. Em agosto de 2009, havia cerca de 9 mil trabalhadores em atividade por quê: “O grosso da indústria naval no local. Desse contingente, aproximada- estava implantado no Sul e Sudeste, e o Com a planta em pleno mente 6 mil trabalhavam na construção do Estaleiro Atlântico Sul se propôs a instalar funcionamento, o EAS vai contar estaleiro, e os outros 3 mil já estavam atu- uma planta naval de grandes proporções com 4.500 trabalhadores ando no processo de fabricação de navios em uma região do país que não possuía e plataformas. “Quando a planta estiver profissionais qualificados para a constru- em pleno funcionamento, haverá cerca de ção naval – pelo menos não no volume re- 4.500 trabalhadores no Estaleiro Atlântico querido pelo projeto. Mas eles venceram Sul”, informa Edral. o desafio, partiram do zero, preparando Outros números também ajudam a dar mão-de-obra local com a implantação uma ideia do que significa a fase de im- de um centro de treinamento”. A siste- plantação de instalações para construção mática de atração e preparação envolve naval em altíssimo nível. Participam desse a administração pública do Estado de esforço nada menos do que 300 empresas Pernambuco e de municípios próximos ao – entre as quais estão aquelas contratadas Complexo de Suape, todos interessados diretamente, as subcontratadas e ainda to- em abrir e consolidar oportunidades de dos os fornecedores, entre os quais, com empregos qualificados na região. destaque, a ESAB. O trabalho é ininterrup- Em agosto de 2007, o governo de to. A ideia é manter a atividade num regime Pernambuco e os municípios de Cabo de de 24 horas por dia, a fim de que a planta Santo Agostinho, Moreno, Jaboatão dos industrial do EAS esteja concluída até o final Guararapes, Escada e Ipojuca firmaram de 2009. No estágio mais frenético, a obra um protocolo de intenções para um pro- consumia, por mês, 15 mil m³ de concreto, jeto de reforço escolar, visando capacitar 1,8 mil toneladas de aço, 6 mil toneladas 5 mil estudantes de escolas estaduais e de cimento, 10,5 mil m³ de areia, 6 mil m³ municipais para concorrer às vagas do Es- de brita, 13.500 m² de formas para concre- taleiro Atlântico Sul e da Refinaria Abreu e tagem, 2 mil toneladas de pré-moldados e Lima. A ideia era recrutar estudantes com 12.650 m² de estruturas metálicas – tudo idade mínima de 18 anos, que tivessem isso movimentado com o apoio imprescin- concluído o Ensino Fundamental I (4ª série) dível de oito guindastes. da Rede Pública Estadual ou Municipal. O
- 15. OUTUBRO Nº 12 2009 15 Naval objetivo do projeto é oferecer reforço no se instalar na região. Ensino Básico para futuras capacitações De acordo com Domingos Edral, até o técnicas e profissionais. Houve distribui- início de agosto de 2009, 2.200 trabalha- ção das vagas pelos municípios: Cabo de dores contratados pelo Estaleiro Atlântico Santo Agostinho (1.400), Jaboatão (800), Sul haviam passado pelo Centro de Trei- Moreno (400) e Escada (400 vagas). Em namento, dos quais aproximadamente 700 Ipojuca, onde está implantado o EAS, 2 soldadores. Luiz Fernando Breitenbach mil candidatos foram recrutados. assinala que, levando em conta o fato de O critério para inscrição era ter idade mí- que todas as atividades de soldagem ma- nima de 18 anos, ter concluído a 4ª série do nual e semiautomática executadas no EAS Ensino Fundamental em escolas da Rede Pú- utilizariam consumíveis da ESAB, 100% blica Estadual e Municipal e ser residente em dos soldadores treinados, capacitados e um dos municípios conveniados ao projeto. contratados para atuar no EAS passaram A Secretaria de Educação de Pernambuco e por um treinamento específico oferecido o Serviço Social da Indústria (Sesi) foram res- pela ESAB. ponsáveis pelo curso de reforço escolar. As O gerente explica que, no caso dos prefeituras disponibilizaram a infraestrutura, soldadores, a estratégia de preparação como salas de aula, transporte e alimentação não discrepa da adotada para a forma- dos estudantes e professores. ção de profissionais para outras áreas, Outro parceiro envolvido no processo seguindo um plano: primeiro, direciona- tem sido o Serviço Nacional de Aprendi- mento para o Senai de Cabo de Santo zagem Industrial (Senai), entidade pública Agostinho. “Nessa unidade do Senai, o de direito privado, de compleição nacional, futuro profissional cumpre as primeiras que, como o Sesi, é administrada pelas or- atividades de treinamentos com a solda. ganizações da indústria – a Confederação Depois, há uma seleção dos mais aptos Nacional da Indústria (CNI) e federações es- a prosseguir na profissão de soldador, os taduais – e que ostenta quase 70 anos de quais são direcionados para o Centro de experiência na formação de profissionais de Treinamento Engenheiro Francisco C. E. todos os níveis para os mais diferentes seto- Vasconcelos. Nesse centro, entre outras res e tecnologias industriais. Fornecedores atividades, o soldador – agora já contrata- do Estaleiro Atlântico Sul, entre os quais a do – passa por novas baterias de prepara- ESAB, também participam desse esforço. ção, entre elas um treinamento intensivo, Encerrada a etapa de reforço escolar, de uma semana, ministrado por membros os participantes são levados a cumprir da equipe técnica da ESAB. uma etapa de capacitação, com dois me- Basicamente, os consumíveis adota- ses de duração, na unidade do Senai em dos no Estaleiro Atlântico Sul são arames Cabo de Santo Agostinho. Se aprovados tubulares, eletrodos revestidos e fluxos, nessa fase, os candidatos são contratados entre outros. O produto da ESAB mais Eudes Santana pelo EAS e encaminhados para o Centro utilizado é o Dual Shield 7100 LH, como de Treinamento Engenheiro Francisco C. informa Breitenbach. Atuante no Brasil E. Vasconcelos, com 2.700m2 de área desde 1955, a ESAB é pioneira na produ- construída e dotado de equipamentos ção e comercialização no país de arames atualizados, que reproduzem, em escala tubulares para soldagem; em 1991, iniciou didática, as condições reais de trabalho. a produção destes produtos em sua unida- Esse centro foi construído pelo EAS, inau- de de Contagem, em Minas Gerais. Desde gurado pelo governador Eduardo Campos então, consolidou sua posição de líder na em março de 2008 e doado ao governo fabricação e comercialização desse tipo de estadual, em cumprimento à promessa do consumível, com aprovação dos clientes então presidente do EAS, Paulo Haddad, que, como o EAS, têm como filosofia agre- que garantiu que essas instalações seriam gar produtividade e qualidade aos seus utilizadas pelo governo estadual para a processos de soldagem “O relacionamento formação de recursos humanos para ou- com a ESAB tem sido muito bom. Estamos tras empresas já instaladas ou que virão a muito satisfeitos”, conclui Domingos Edral.
- 16. 16 OUTUBRO Nº 12 2009
- 17. OUTUBRO Nº 12 2009 17 Estrutura O que está por trás de um equipamento ESAB Q uando você compra um equi- produtos passam por rigorosos testes. Cristiano Borges pamento ESAB, adquire tam- • Moderna fábrica de máquinas: os equi- Departamento de Marketing bém toda uma estrutura que pamentos ESAB são fabricados de acordo ESAB Brasil está por trás do produto de que com os melhores e mais eficientes proces- você precisa. Desde o início de um proje- sos, sempre com foco em qualidade e me- to de desenvolvimento até a maior rede de lhoria contínua. assistência técnica do Brasil, passando por • A maior assistência técnica do Brasil: são um cuidadoso e criterioso processo de fa- mais de 250 pontos espalhados por todas bricação, os equipamentos ESAB são feitos as regiões do país. com total foco em você, cliente, para quem • Empresa certificada ISO 9001, ISO 14001 é oferecido: e OHSAS 18001: além da qualidade, preo- • Estrutura de desenvolvimento de equipa- cupação ambiental e com saúde e seguran- mentos, sempre focada em desenvolver as ça do trabalhador. melhores soluções. • Programa Best in Class – BiC: foco em • Laboratório de desenvolvimento de equi- qualidade e no cliente. pamentos: a ESAB tem o maior e melhor • Customer Care: equipe especializada e laboratório de desenvolvimento de equipa- treinada para atender as necessidades dos mentos da América Latina, onde todos os clientes.
- 18. 18 OUTUBRO Nº 12 2009 Estrutura Desenvolvimento de equipamentos – Assistência técnica – presente em onde tudo começa todos os Estados do Brasil A ESAB possui uma notável equipe de A ESAB Brasil tem a maior rede de as- engenheiros que trabalha constantemente sistência técnica do país quando se trata de no desenvolvimento e no aprimoramento equipamentos para soldagem e corte. São da linha de equipamentos para soldagem e mais de 250 SAEs espalhados pelo Brasil, corte. Sempre atenta às demandas do mer- os quais são constantemente treinados a cado, a equipe busca não somente projetar fim de prestar o melhor serviço, em caso os melhores equipamentos, mas também de eventuais necessidades. Peças de repo- entender as necessidades dos mais diversos sição sempre disponíveis e total integração Teste de IP perfis de clientes, para que se possa ofere- com a fábrica fazem com que o serviço de cer soluções eficazes. No Brasil, são desen- qualidade seja prestado sempre que o clien- volvidos produtos para o mercado nacional e te precisar, onde precisar. também para o mundo. Certificação ambiental, saúde Laboratório de desenvolvimento e segurança do trabalho de equipamentos Além do constante foco em qualidade – A ESAB Brasil possui o maior e melhor certificação ISO 9001 –, a ESAB alcançou, laboratório de desenvolvimento de equipa- em 2008, a certificação de seu Sistema de mentos da América Latina. Os equipamentos Gestão Ambiental, Saúde e Segurança do passam, antes mesmo de entrar em produ- Trabalho em nível global. Auditorias feitas em ção, pelos mais rigorosos testes, de acordo diversas plantas ESAB pelo mundo – inclusive com normas nacionais e internacionais. São no Brasil – atestaram à empresa as certifica- submetidos a exigentes testes de solda de ções ISO 14001 e OHSAS 180001 em nível longa duração, ensaios de temperatura, tes- global. Acredita-se que a ESAB seja a pri- te de IP para averiguar o funcionamento sob meira empresa, incluindo todos os ramos de as mais severas condições de uso e ensaios atividade, a alcançar globalmente certificação elétricos nos nossos laboratórios de ensaio com tamanha abrangência de gerenciamento de potência e microeletrônica. ambiental, saúde e segurança. Os equipamentos ESAB são os únicos fabricados no Brasil de acordo com a norma Programa BiC – Best in Class europeia IEC 60.974. O BiC é uma filosofia de sucesso implan- tada na ESAB. Trata-se de programa que visa A maior e melhor fábrica de entregar qualidade aos clientes. Passando por equipamentos para soldagem e toda a empresa, as atividades são sempre vol- corte da América Latina tadas para oferecer os melhores produtos e Fabricando equipamentos não somen- serviços aos clientes. Best in Class, esse é o te para o Brasil, mas também para a Amé- lema a orientar constantemente para propor- rica Latina e para diversas outras partes cionar o que há de melhor ao cliente ESAB. do mundo, a ESAB possui uma moderna fábrica de equipamentos. Inaugurada em Customer Care – o cliente em 1º lugar 2008, em substituição à unidade antiga, a O Customer Care é uma equipe espe- nova fábrica prima pela qualidade em to- cializada e treinada para solucionar dúvidas dos os seus processos. Programas como e dar suporte ao cliente ESAB. Sua missão é o “Eu assino embaixo”, no qual cada fornecer as melhores soluções para os clien- equipamento passa individualmente por tes, objetivando fidelizá-los e gerar constan- testes e traz a identificação de quem o te melhoria em processos. aprovou, e o “Lean Manufacturing”, que Na ESAB, a satisfação dos clientes é estabelece as melhores e mais eficientes uma preocupação constante e, por isso, práticas nos processos de fabricação fo- são disponibilizados canais de comunica- cados nas necessidades dos clientes, de- ção eficazes e profissionais treinados para monstram o alto grau de qualidade com fornecer as melhores soluções. Você pode que trabalhamos. Além disso, as equipes entrar em contato com a ESAB através do são constantemente treinadas, dentro e e-mail faleconosco@esab.com.br ou do fora do Brasil. Help Desk (31) 3503-4595.
- 19. OUTUBRO Nº 12 2009 19 MIG/MAG Novas OrigoTMMIG Mariana Carmelinda Martins Engenharia ESAB Brasil Cristiano Magalhães Campos Ferreira Supervisor de Engenharia ESAB Brasil M ais uma linha de equipa- performance de soldabilidade com CO2, e mentos MIG/MAG da ESAB com mistura, oferecendo versatilidade ao passa por reformulações cliente. que irão adicionar va- A plataforma única e padronizada é mais lor para o cliente. Os atuais modelos LAI um diferencial para a disponibilidade de en- 407/550/550P passam por melhorias que trega e de peças de reposição. Os novos incluem novos design e nome: OrigoTMMig modelos foram projetados dentro dos parâ- 408T/558T/558TP, respectivamente, onde metros de segurança operacional especifi- o T significa “Thyristorized”, e o P, “Pulse”. cados pela norma IEC 60974-1. Com isso, os novos modelos darão pros- seguimento ao conceito de equipamen- Características: tos que a ESAB Brasil vem lançando no • Ajuste de tensão realizado no painel frontal mercado, máquinas padronizadas com os ou no próprio alimentador de arame. modelos europeus, mas adaptadas à de- • Compensação do parâmetro de saída manda do mercado nacional, com conceito (tensão/corrente) em até 10% para mais ou inovador e mais ergonômico. para menos, de variação da rede elétrica. A nova OrigoTMMig 408T continua com • Proteção contra curto-circuito franco ou as mesmas características técnicas e de sobrecorrente vinda da rede elétrica, maior soldabilidade que a LAI 407 trouxe para o proteção ao operador e garantia de durabili- mercado, destacando a sua excelente sol- dade do equipamento. dabilidade com CO2. Os modelos OrigoTM- • Terminais de saída com conector OKC Mig 558T/558TP também mantém robustez (engate rápido), garantia de segurança de e confiabilidade consagrados pelos atuais uso para o operador. equipamentos LAI 550/550P, oferecendo o • Plataforma de montagem padronizada, modelo 558TP pulsado, que auxilia o solda- que possibilita uma montagem mais inteli- dor na soldagem de chapas finas, aços ino- gente e robusta. xidáveis e alumínio e nas posições vertical e • Excelente desempenho de soldabilidade sobrecabeça. com CO2. Ambas continuam com as característi- • Chaparia eletro-galvanizada, para evitar a cas de suas antecessoras em relação ao oxidação das peças. fator de trabalho e à capacidade de forne- A previsão de lançamento das máqui- cimento de corrente e tensões, excelente nas é dezembro de 2009.
- 20. 20 OUTUBRO Nº 12 2009 MultiVoltage Sistema Sinérgico para Soldagem de Alta Performance Marco Aurélio Alves Ferreira Engenharia ESAB Brasil A ESAB está lançando o sistema por uma fonte de soldagem multitensão, um sinérgico para soldagem Aristo alimentador de arame de alta performance e o MultiVoltage U82. Trata-se de controlador de soldagem U82, que traz o que um conjunto para soldagem há de mais moderno em controle de parâme- MIG/MAG, MIG/MAG Pulsado e com eletrodos tros e qualidade de soldagem. O sistema pode revestidos que pode ser instalado em qualquer ser utilizado tanto para soldagem manual como alimentação elétrica. O sistema é composto para soldagem automatizada ou robotizada.
- 21. OUTUBRO Nº 12 2009 21 MultiVoltage Tecnologia MultiVoltage A nova tecnologia MultiVoltage possibilita a conexão da fonte de soldagem AristoMig 5001i MultiVoltage em qualquer rede elétri- ca existente no país, seja em 220, 380 ou 440V mono ou trifásica. O sistema é capaz de reconhecer em qual rede o equipamento foi conectado e ajustar seus parâmetros de forma que a soldabilidade não seja com- prometida. Além desta facilidade, devem-se destacar também outros ganhos obtidos com o sistema multitensão: • Qualidade de energia elétrica: baixo nível de harmônicos inseridos na rede elétrica. • Fator de potência unitário: atingido através de uma forma de onda de corrente senoidal na entrada (diferentemente dos inversores vistos no mercado atual). • Baixo consumo de energia elétrica: é observada uma economia em relação à tecnologia convencional. • Imunidade à flutuação da rede elétrica: o sistema se ajusta automaticamente para AristoMig 5001 MultiVoltage tensões entre 198 e 484V. Novo Controlador de Soldagem U82 Este lançamento demonstra a cons- tante evolução tecnológica dos produtos ESAB, aliada à preocupação em oferecer soluções modernas e que agreguem valor ao negócio dos clientes. Todas as funcio- nalidades do já consagrado controlador U8 foram mantidas e, ainda, agregadas a outras vantagens, como design moderno, mínima complexidade, apenas cinco botões de funções, fácil operação com luvas e possibilidade de coleta dos dados de sol- dagem, além da atualização do sistema por Aristo U82 conexão USB. WeldPointTM Outra grande novidade é o software WeldPointTM de gerenciamento de dados do sistema Aristo. Com ele, é possível monitorar todo o processo de solda de até 10 máquinas ao mesmo tempo, via ethernet, além da possibilidade de extrair, inserir, atualizar e gerenciar os dados no controlador U82.
- 22. 22 OUTUBRO Nº 12 2009
- 23. OUTUBRO Nº 12 2009 23 CaB 2200 Tecnologia nacional reconhecida no exterior C om um amplo know-how em Argentina, além de clientes na Colômbia e manipuladores de solda, a Venezuela. ESAB Brasil desenvolveu a A CaB 2200 é a primeira máquina de Coluna Manipuladora CaB automação em solda desenvolvida no Brasil 2200. Lançada oficialmente no Brasil na 12ª a entrar no catálogo global de máquinas do Feimafe, em maio deste ano, e considerada Grupo, um reconhecimento da tecnologia um dos equipamentos-chave para o negócio nacional. “Abrimos novos mercados, como de automação da ESAB, a CaB 2200 já é América e Europa, mostrando que no Brasil sucesso no mercado exterior. O equipamen- também se produzem equipamentos con- to, que foi desenvolvido e agora é produzido fiáveis e de qualidade”, afirma Igor Alberto no Brasil, possui marcação CE, certificando a de Souza Aarão Lima, consultor técnico de aprovação em todos os testes de segurança, Automação e Corte da Exportação. Opinião conforto e operação, adequando-se a nor- compartilhada por Pedro Henrique Pereira mas internacionais. Ela será comercializada Muniz, gerente de Automação e corte da por todas as unidades da ESAB no mundo, ESAB Brasil: “O reconhecimento da CaB 2200 onde cada mercado tem a sua necessidade pelo mercado internacional é muito importan- e aplicação. te para a ESAB, pois queremos expandir Dois meses após seu lançamento em nosso leque de produtos no catálogo global. Milão, durante um evento realizado no O sucesso da coluna nos possibilitou mostrar Democenter da ESAB, na Itália, dez equi- que podemos ser um fornecedor global”. pamentos foram vendidos, sendo seis para O produto é o único da empresa no a Itália, dois para o Canadá e dois para mundo para soldagem de peças de peque- os Emirados Árabes. Outras várias solicita- nas dimensões. Além disso, tem a possibili- ções já foram feitas por empresas do Grupo dade de ser utilizado em quase todos os tipos CaB 2200 em Portugal, Espanha, Suécia, Singapura e de processo de soldagem. Conheça mais sobre a CaB 2200 Destinada a trabalhos leves e para namento vertical, a partir de um fuso de utilização com as cabeças de solda ESAB esferas, o que garante um deslocamento A2S GMAW e SAW e os controladores uniforme e linear, requisitos necessários a de solda ESAB PEJ ou PEH, a CaB 2200 uma soldagem sem interferências causa- permite o posicionamento vertical e o des- das pelo dispositivo de deslocamento. locamento horizontal motorizado da cabe- Além disso, o carro pode ser mon- ça de soldagem. Possui uma construção tado sobre trilhos, com um sistema de robusta, compacta e simples, com rotação segurança contra tombamento e freio manual de 360°, altura útil de 2 metros e de segurança, bem como um sistema alcance útil do braço de 2 ou 3 metros, de bloqueio antiqueda da lança (braço) de acordo com o modelo, além do painel permitindo uma condição de trabalho elétrico (desenvolvido conforme NR-10) mais segura ao operador. As colunas integrado ao controle remoto, auxiliando no manipuladoras ESAB CaB 2200 também posicionamento da cabeça de solda. possuem uma ampla gama de acessó- O deslocamento vertical e horizontal é rios para atender a todas as necessida- feito a partir de guias lineares e o posicio- des de trabalho.
- 24. 24 OUTUBRO Nº 12 2009
- 25. OUTUBRO Nº 12 2009 25 Artigo Técnico Arames tubulares com diâmetro de 1,00 mm Ronaldo Cardoso Junior Consultor Técnico ESAB Brasil C om o aumento da competiti- Allen and Widgery [2] propuseram uma vidade entre as empresas e equação similar à equação 1, em que a a consequente corrida pelo taxa de fusão do arame pode ser escrita aumento de produtividade, a como: taxa de deposição dos consumíveis e pro- cessos de soldagem vem sendo um parâ- βLI2 metro intensamente debatido. No entanto, M = k + αI + (eq. 3) d2 ainda se veem certos conceitos errôneos no mercado, um deles com relação ao na qual k, α e β são constantes. diâmetro do arame. No chão de fábrica, muitas pessoas Analisando as equações 2 e 3, pode-se acreditam que quanto maior o diâmetro observar que, para uma mesma corrente do arame, maior a quantidade líquida de de soldagem, quando menor o diâmetro metal que ele deposita por unidade de do arame, maior a sua taxa de fusão. Esse tempo (definição de taxa de deposição). fato está associado à maior densidade de Entretanto, para uma mesma corrente de corrente elétrica, que, por efeito joule, gera soldagem, a taxa de fusão será maior para mais calor. Como exemplo, as figuras 1 e menores diâmetros de arame. 2 apresentam, respectivamente, as taxas de deposição para arames sólidos e ara- Fundamentação Teórica mes tubulares de diferentes diâmetros, nas A equação 1 representa um modelo quais pode ser observado claramente o para taxa de fusão, M(g/s), do arame na comportamento descrito acima. soldagem GMAW. Para um arame maciço cilíndrico, essa equação pode ser re-escrita em termos do diâmetro do arame, d(mm), conforme equação 2. αLI2 M (QK +β) = UEI + (eq. 1) [1] S 4αLI2 M (QK +β) = UEI + (eq. 2) d2 Nesta, α (Ω.mm) é a resistência espe- cifica do arame a uma determinada exten- são de eletrodo, β(J/g) energia térmica do arame a temperatura ambiente, QK energia térmica da gota imediatamente após o destacamento, UE(V) queda de tensão anó- dica, catódica e S(mm2) área da secção Figura 1: Taxa de deposição para diversos transversal do arame, L(mm) extensão do diâmetros de arames sólidos. Especificação eletrodo e I(A) corrente de soldagem. do arame: ASME SFA 5.18 ER70S-6. Gás de Para soldagem com arames tubulares, proteção 75%Ar+25%CO2
- 26. 26 OUTUBRO Nº 12 2009 Artigo Técnico b) Figura 3: Macrografia do cordão de solda. a) Arame ER70S-6 1,32mm, 390A, 31V, 330mm/min, gás de proteção Ar+8%CO2; b) Arame OK Tubrod 70MC 1,40mm (E70C-6M), 390A, 31V, 330mm/min, gás de proteção Ar+8%CO2 Figura 2: Taxa de deposição para Vantagens dos arames diversos diâmetros de arames tubulares tubulares. Especificação do arame: ASME SFA 5.18 E70C-6M. Gás de Flexibilidade no ajuste de parâmetros proteção 75%Ar+25%CO2 – Os arames tubulares funcionam correta- mente em uma grande extensão de parâme- tros, garantindo grande flexibilidade em seu ajuste. Como resultado, tem-se um menor tempo gasto na regulagem do equipamento, bem como uma redução na chance de ocor- a) rência de defeitos, como respingo excessivo, falta de fusão e acabamento inadequado. Homogeneidade na penetração – A trans- ferência metálica presente na soldagem com arames tubulares garante um espalhamento das gotas e, como consequência, tem-se uma penetração mais homogênea quando comparada à de um arame maciço, confor- me pode ser visto na figura 3. Na prática, esse comportamento propicia uma menor b) tendência à falta de fusão. Figura 4: Macrografia do cordão de solda. a) Arame ER70S-6 1,20mm, gás de proteção Ar+25%CO2; b) Arame OK Tubrod 71Ultra 1,20mm (E71T-1C), gás de proteção CO2 No caso de arames tubulares “flux cored”, na maioria das vezes é possível usar dióxido de carbono puro como gás de pro- teção, obtendo-se baixo índice de respingos, grande estabilidade de arco e favorecendo uma penetração ainda mais uniforme, con- a) forme pode ser oservado na figura 4.
- 27. OUTUBRO Nº 12 2009 27 Artigo Técnico Maior produtividade – Por meio da figura 5, é possível observar que, para uma mesma corrente de soldagem, os arames tubulares “metal cored” e “flux cored” possuem maiores taxas de depo- sição do que os arames sólidos. Isso per- mite imprimir uma maior velocidade de soldagem e, consequentemente, maior produtividade. Linha de Produtos Nesse contexto, a ESAB lança uma linha de arames tubulares de 1,00 mm, uma ino- vação no mercado nacional. Esses arames Figura 5: Taxa de deposição em função são ideais para soldagem em que é requeri- da corrente de soldagem para arames do baixo nível de aporte térmico, como união tubulares “metal cored” (E70C-6M), “flux de chapas finas e soldagem de aços de alta cored”(E71T-1) e arames sólidos (ER70S-6) resistência. Os arames tubulares de 1,00mm de diâmetro possuem boa estabilidade de arco em correntes a partir de 90A, permi- OK Tubrod 70MC Ultra – 1,00mm tindo a soldagem de baixo aporte térmico, Posições de Composição Propriedades Classificação Gás de Proteção com excelente desempenho e elevada Soldagem Química (%)(a) Mecânicas(a) produtividade. ASME/AWS A5.18 Ar+20-25%CO2 C 0,04 L.R. 570MPa Atualmente, os arames tubulares OK E70C-6M Si 0,40 L.E. 480MPa Tubrod 70MC Ultra, OK Tubrod 71 Ultra e o Mn 1,40 A 29% OK Tubrod 110MC já estão disponíveis no diâmetro de 1,00mm. ChV(-30°C) 55J (a) Valores típicos. OK Tubrod 70MC Ultra – É um arame tubular do tipo “metal cored” de elevado desempenho, ideal para soldagem em passe único e multipasse. Devido à sua formulação composta de pós-metálicos, a ER70S-6 1,00mm OK Tubrod 70MC Ultra 1,00mm aplicação desse arame não gera escória, Corrente de Soldagem(A) T.D.(a)(kg/h) T.D.(b)(kg/h) somente pequenas ilhas de sílica similar 90 1,04 1,14 aos arames sólidos. 120 1,41 1,67 Esse arame possui aplicação similar 150 1,87 2,36 ao arame sólido ER70S-6, porém com 180 2,42 3,22 vantagens como perfil de penetração 210 3,06 4,23 mais regular, maior flexibilidade no ajuste 240 3,80 5,41 de parâmetros e maiores taxas de depo- sição. Pode ser usado tanto em solda- 270 4,62 6,75 gem manual como robotizada. (a) Stick-out de 12,0mm (recomendado para arames sólidos). (b) Stick-Out de 20,0mm (recomendado para arames tubulares). OK Tubrod 71Ultra – É um arame tubu- lar de baixo teor de carbono, do tipo “flux cored” rutílico, ideal para soldagem em passe único e multipasses. Possui exce- lente soldabilidade em todas as posições de soldagem. Sua escória apresenta ótima destacabilidade, facilitando sua remoção.
- 28. 28 OUTUBRO Nº 12 2009 Artigo Técnico OK Tubrod 71 Ultra OK Tubrod 110MC – É um arame Posições de Composição Propriedades Classificação Gás de Proteção tubular de baixa liga, do tipo “metal Soldagem Química (%)(a) Mecânicas(a) cored” de elevado desempenho, ideal L.R. 600MPa para soldagem em passe único e ASME/AWS A5.20 C 0,04 L.E. 580MPa multipasse. Devido à sua formulação, E71T1-1/9 C(M) 100%CO2 Si 0,50 A 26% composta de pós-metálicos, a aplica- Mn 1,30 ChV(-30°C) 60J ção desse arame não gera escória, L.R. 670MPa somente pequenas ilhas de sílica, C 0,05 L.E. 630MPa similar aos arames sólidos. Ar+20-25%CO2 Si 0,60 A 24% Esse arame possui aplicação simi- Mn 1,50 ChV(-30°C) 55J lar ao arame sólido ER110S-G, porém com vantagens como perfil de pene- (a) Valores típicos. tração mais regular, maior flexibilidade no ajuste de parâmetros e maiores taxas de deposição. Pode ser usado tanto em soldagem manual como ER70S-6 1,00mm OK Tubrod 71Ultra 1,00mm robotizada. Corrente de Soldagem(A) T.D.(a)(kg/h) T.D.(b)(kg/h) Sua aplicação é destinada à união 90 1,04 1,28 de aços de elevada resistência mecâ- 120 1,41 1,70 nica. 150 1,87 2,25 180 2,42 2,93 210 3,06 3,73 240 3,80 4,66 270 4,62 5,71 (a) Stick-out de 12,0mm (recomendado para arames sólidos). (b) Stick-Out de 20,0mm (recomendado para arames tubulares). OK Tubrod 110MC Posições de Composição Propriedades Classificação Gás de Proteção Soldagem Química (%)(a) Mecânicas(a) ASME/AWS A5.28 Ar+20-25%CO2 C 0,03 L.R. 850MPa E110C-G Si 0,50 L.E. 800MPa Mn 1,60 A. 18% Ni 2,25 ChV(-30°C) 50J Mo 0,60 (a) Valores típicos. ER110S-G 1,00mm OK Tubrod 110MC 1,00mm Corrente de Soldagem(A) T.D.(a)(kg/h) T.D.(b)(kg/h) 90 1,04 1,14 120 1,41 1,67 Referências Bibliográficas 1,87 [1] M Suban, J. Tusek. Dependence of 150 2,36 Melting Rate in MIG/MAG welding on 180 2,42 3,22 the type of shielding gas used. Journal of 210 3,06 4,23 Materials Processing Technology,119, 185- 240 3,80 5,41 192, 2001. 270 4,62 6,75 [2] J.S. Allen, D. Widgery. Cored wire deve- (a) Stick-out de 12,0mm (recomendado para arames sólidos). lopments and objectives of BS 7084, Weld. (b) Stick-Out de 20,0mm (recomendado para arames tubulares). Mat. Fabr. 6, 274-282, 1990.
- 29. OUTUBRO Nº 12 2009 29
- 30. 30 OUTUBRO Nº 12 2009 Pipeweld Plus Nova linha de eletrodos celulósicos Pipeweld Plus João Guilherme Ferreira Consultor Técnico ESAB Brasil A ESAB, através da grande experi- ência no segmento Pipeline, inova no mercado brasileiro, lançando a nova linha de eletrodos celulósi- cos Pipeweld Plus, destinados especialmente para o segmento de construção de dutos em aço, como gasodutos e oleodutos. Disponível em latas de 20 quilos, esta linha de eletrodos é composta pelo Pipeweld 6010 Plus, destinado ao uso no passe de raiz; Pipeweld 7010 Plus, Pieweld 8010 Plus e Pipeweld 9010 Plus, que são aplicados aos passes de enchimento/acabamento, aten- dendo aos requisitos da norma AWS 5.5 na classificação E XX10-P1, garantindo, assim, Produto Classificação AWS Diâmetros (mm) altos valores de tenacidade em temperaturas até -30 ºC. Pipeweld 6010 Plus E6010 2,5; 3,25; 4,0; 5,0 Alem das vantagens das propriedades Pipeweld 8010 Plus E7010-P1 3,25; 4,0; 5,0 mecânicas superiores, a nova linha traz van- Pipeweld 8010 Plus E8010-P1 3,25; 4,0; 5,0 tagens para os soldadores, como: • Facilidade para aplicação no passe de Pipeweld 9010 Plus E9010-P1 3,25; 4,0; 5,0 raiz através de um arco elétrico potente que garante alta penetração e excelente controle Quadro de aplicação do arco. • Melhor estabilidade do arco e maior con- Aço e grau do tubo Raiz Passe quente Enchimento Acabamento trole da poça de fusão. • Melhor perfil do cordão de solda, propor- 5L A25 • • • • cionando um melhor acabamento do cordão 5L, 5LS, A • • • • de solda. 5L, 5LS, B • • • • Estes novos produtos contam com o 5LS, 5LX42 • • • • know-how ESAB no seu desenvolvimento, 5LS, 5LX46 • • • • garantindo qualidade superior, disponibilidade de estoque e assistência técnica do corpo de 5LS, 5LX52 • • engenheiros e especialistas em soldagem. 5LX56 • • 5LX60 • • Pipeweld 6010 Plus 5LX65 • • Pipeweld 7010 Plus 5LX70 • • Pipeweld 8010 Plus 5LX80 ** • Pipeweld 9010 Plus ** limitado a espessuras de até 10 mm.
- 31. OUTUBRO Nº 12 2009 31 CNC Columbus Software: integração de informações maximizando a produtividade Cybele Ozório Especialista em Columbus Software Departamento de Automação e Corte ESAB Brasil A o adquirir uma máqui- A ESAB conta, ainda, com na de corte, tão impor- treinamento online, utilizando um tante quanto a escolha software para acesso remoto que do processo correto é possibilita comunicação audiovisu- o nível de informações a serem al em tempo real. Essa ferramenta disponibilizadas para o equipa- também é utilizada para suporte e mento, bem como as informações demonstração, diminuindo o tempo que se recebe dele. Para tanto, do atendimento e aumentando sua a ESAB disponibiliza o Software eficácia. Columbus. O módulo básico, Vision Plus O Columbus é uma solução Desktop, compreende: ESAB para a acomodação de • Acomodação semiautomática de peças e criação de planos de peças em um plano de corte. corte para o CNC. Entretanto, suas • Importação de peças em DWG e funcionalidades não se limitam a DXF, com a possibilidade de edição esse aspecto: muito mais se pode dessas peças dentro do próprio fazer utilizando todos os recursos Columbus, através do modo de disponíveis dentro desse softwa- Cad interno, o DigiCad. re. Pode-se também customizá-lo • Preparação de cortes em cadeia de acordo com a necessidade de (uma única abertura de corte exe- cada cliente. cuta todo o arranjo de peças). Uma das principais vantagens • Habilidade de corte em linha do Columbus é sua total integração comum, para os processos que com os sistemas ESAB, pois, como assim permitem (pode-se utilizar os todas as informações sobre proces- dois lados do corte como peça). sos de corte, equipamentos, dados • Extensa biblioteca de peças edi- técnicos e software se encontram táveis. em um único lugar, potencializa-se Além do Vision Plus Desktop, o entendimento das necessidades o Software Columbus contém dos clientes e pode-se apresentar módulos que podem ser total- a melhor solução para atendê-los, mente integrados à versão bási- com agilidade e precisão, tanto na ca, com o intuito de maximizar a definição exata da máquina a ser produtividade e utilizar todos os adquirida quanto no momento de recursos do equipamento. Esses prestar suporte técnico. módulos são:
- 32. 32 OUTUBRO Nº 12 2009 CNC Nesting automático O módulo de nesting automático adiciona um completo recurso de otimi- zação de chapa ao sistema Vision Plus Desktop. É um pacote completo para acomodação automática que contribui para um melhor aproveitamento de cha- pas, posicionando as peças a serem cortadas no menor espaço possível, otimizando todo o plano de corte através das seguintes funções: • Acomodação peça a peça e interligação das peças. • Nesting de tochas múltiplas quando requerido. • Possibilidade de importação de qualquer geometria para execução da acomodação. • Uso de partes internas de peças para otimizar o uso do material. Nesting automático • Ajuste de ângulo de rotação de 0 a 360 graus. • Prioridade de peça ajustável na sequência de corte. • Capacidade de assistência na precisão de localização das peças para evitar sobre- posições. • Corte em linha comum e corte em ponte. • Módulo de dados de estimativa de peças. Manipulação manual ou automática pode ser feita sobre qualquer acomodação criada, podendo ser gerada tanto para chapas retan- gulares quanto para retalhos de chapa. Módulo de gerenciamento de chapas O módulo de gerenciamento de chapas (PMM) adiciona o inventário e o localizador de chapas e retalhos ao Vision Plus Desktop. Auxilia em uma precisa administração dos Módulo de gerenciamento de chapas retalhos, de forma a maximizar os lucros atra- vés da maior utilização das chapas, e oferece: • Fácil entrada de dados de inventário de chapas. • Importação de arquivos .dxf como chapas ou retalhos. • Importação de qualquer parte de progra- ma como retalho. • Completa monitoração de busca de dados de chapas. • Exposição gráfica da chapa ou retalho. • Funções de filtros e classificação (agru- pamento).
- 33. OUTUBRO Nº 12 2009 33 CNC Módulo de gerenciamento de dados O módulo de gerenciamento de dados é uma adição ao Vision Plus Desktop, que oferece gerenciamento de peças cortadas e capacidade de busca, transformando o sistema de arranjo de corte em uma poderosa ferramenta de controle de produção, através de filtros que organizam as peças a serem cortadas de acordo com material utilizado, espessura e tamanho da chapa. Além desses itens, também tem a facilidade de impor- tar peças diretamente do plano de corte para o inventário, a manipulação simples e intuitiva dos dados de corte e a integração total com todos os outros módulos do Columbus, possibilitando um melhor gerenciamento e planejamento de produção. Módulo de informação de dados O módulo de informação de dados (DIM) oferece cálculo dos tempos totais de corte, furação, com- primento de corte em uma peça ou em um arranjo de peças. Fornece relatórios na tela ou impressos e cálculos mais precisos, baseados no desempenho do equipamento. Apresenta, também, habilidade de customi- zar dados e campos de nomenclaturas, a fim de se obterem todas as informações pertinentes e necessárias referentes a tempo X consumo. Módulo de transição Utilizando o módulo de transição, projetos 3-D Módulo de gerenciamento de chapas podem ser configurados de forma rápida e fácil, com gráficos em 3-D que permitem visualizações exatas da forma que se está criando. Possui total comunicação com o seu desenho CAD; sendo assim, este sistema oferece flexibilidade para fazer alterações na peça, como a adição de linhas de marcação ou furos adicionais, se necessário, e quando estiver pronta, para enviá-la ao plano de corte. Bevel Suporte Módulo que possibilita a programação de equi- pamentos que possuem ferramentas de chanfro. A ESAB Brasil é o segundo maior consumidor de Software Columbus, o que traz a determinação em levar aos clientes não somente um software para conversão de linguagem CAD/CAM, mas uma ferramenta completa para otimização, organização e gerenciamento de produção. Bevel suporte
- 34. 34 OUTUBRO Nº 12 2009 EPI Seleção de Equipamentos de Proteção Individual – Parte 1 Antonio Plais Gerente de Produto EPI ESAB Brasil
- 35. OUTUBRO Nº 12 2009 35 EPI E quipamentos de proteção individual • Proteção auditiva: abafadores tipo concha (EPI) englobam uma larga oferta de ou plugue. roupas e equipamentos a serem • Proteção das mãos: luvas e cremes pro- usados pelos trabalhadores, quan- tetores. do apropriado, para proteger ou isolar o seu • Proteção para os pés: sapatos e botinas. corpo dos perigos do ambiente de trabalho. • Proteção para a cabeça: capacetes, A Norma Regulamentadora 6 (NR-6) do bonés, toucas, máscaras etc. Ministério do Trabalho e Emprego estabe- • Proteção contra quedas: cinturão e dispo- lece que a empresa é obrigada a fornecer sitivos trava-quedas etc. aos empregados, gratuitamente, EPI ade- • Proteção para a pele: chapéus, protetor quado ao risco, em perfeito estado de con- solar, roupas com mangas longas. servação e funcionamento, nas seguintes • Outros: roupas para trabalho em ambiente circunstâncias: resfriado ou em altas temperaturas, por a) sempre que as medidas de ordem exemplo. geral não ofereçam completa proteção con- tra os riscos de acidentes do trabalho ou de Responsabilidades em doenças profissionais e do trabalho; relação ao EPI b) enquanto as medidas de proteção Conforme estabelecido na NR-6, cabe coletiva estiverem sendo implantadas; ao empregador, quanto ao EPI: c) para atender a situações de emer- • Adquirir o EPI adequado ao risco de cada gência. atividade. De acordo com a hierarquia de contro- • Exigir seu uso. les (eliminação, substituição, adequação, • Fornecer ao trabalhador somente o EPI administração e proteção individual), EPIs aprovado pelo órgão nacional competen- são considerados o método menos satis- te em matéria de segurança e saúde no fatório de prevenção de acidentes e doen- trabalho. ças associadas ao trabalho, e somente • Orientar e treinar o trabalhador sobre o devem ser usados quando outras medidas uso adequado, guarda e conservação. preventivas são inviáveis ou não podem • Substituir imediatamente o EPI, quando ser implementadas imediatamente. EPIs danificado ou extraviado. devem também ser usados, no entanto, • Responsabilizar-se pela higienização e para suplementar ou aumentar a eficácia manutenção periódica. de outros meios de controle de riscos, para Cabe ao empregado, quanto ao EPI: reduzir ainda mais o risco de lesões. • Usar corretamente o EPI, utilizando- Diversos problemas afetam o uso e a o apenas para a finalidade a que se eficácia da utilização de EPIs, entre eles o destina. desconforto, a inconveniência e a interfe- • Responsabilizar-se pela sua guarda e rência na execução das tarefas, bem como conservação. a inadequação ou falta de manutenção • Comunicar ao empregador qualquer alte- apropriada dos equipamentos. É, desta ração que o torne impróprio para uso. forma, de vital importância que problemas • Cumprir as determinações do emprega- de seleção, adequação e manutenção dos dor sobre o uso adequado. EPIs não prejudiquem a efetividade de sua utilização. Esta série de artigos terá como meta oferecer orientações para seleção e uso Tipos de EPIs de equipamentos de proteção individual EPIs são classificados nas seguintes de forma segura e capaz de oferecer a categorias, de acordo com o tipo de prote- proteção adequada para o usuário. São ção proporcionada pelo equipamento: recomendações baseadas nas diversas • Proteção respiratória: máscaras descartá- normas brasileiras, europeias e america- veis, filtros, linha de ar, peça facial inteira ou nas que tratam do assunto, cuja leitura semi-facial etc. cuidadosa nós recomendamos (uma lista • Proteção visual: óculos/goggles, escudos, das normas aplicáveis será objeto de um visores etc. artigo futuro).
- 36. 36 OUTUBRO Nº 12 2009 EPI Proteção ocular Antonio Plais Gerente de Produto EPI ESAB Brasil P roteção ocular específica deve exemplo: radiação, impacto, poeira ou par- ser proporcionada para todas as tículas abrasivas, respingos de líquidos ou pessoas que atuam em locais produtos químicos etc. onde existe risco de ferimentos • Condições nas quais a pessoa desempe- nos olhos. Perigos típicos incluem: partículas nha seu trabalho. volantes, poeira, respingos de líquidos, gases • Requerimentos visuais específicos da tarefa. agressivos, vapores, aerossóis, radiação de • Preferência pessoal e conforto do usuário. alta intensidade proveniente de operações de Isso inclui a aparência, peso, ventilação e soldagem e fontes de calor intenso. áreas de interferência à visão. Atenção deve ser dada à proteção de • Acuidade visual do usuário. pessoas que trabalhem ou passem próximo Os seguintes tipos de equipamentos para a locais onde existam riscos aos olhos. É proteção para olhos estão disponíveis: essencial que o máximo grau de proteção • Goggles – um protetor ocular que se ajusta seja proporcionado para todas as pessoas ao contorno da face e é mantido em posição que estejam no ambiente onde exista o risco através de uma faixa elástica. e não somente para aquelas diretamente • Goggles de ampla visão – um protetor ocular envolvidas nas operações. cuja lente, ou lentes, se estende por toda a extensão da face, proporcionando um campo Seleção de visão aumentado. Os seguintes fatores devem ser conside- • Máscara proteção de soldagem – um protetor rados na seleção de proteção para olhos: ocular rígido, que é usado pelo soldador para • A natureza do risco para os olhos, por proteger olhos, face, testa e frente do pescoço.
- 37. OUTUBRO Nº 12 2009 37 EPI • Escudo de proteção de soldagem – um do não está sendo usado. Esta proteção pode protetor ocular rígido, que é seguro na mão ser obtida através do uso de óculos de segu- do soldador para proteger olhos, face, testa e rança ou goggles com lentes com resistência frente do pescoço. e nível de escurecimento adequado. O uso de • Protetor facial – uma proteção plástica ou óculos de segurança em tempo integral prote- metálica, colocada à frente da face, para pro- ge os olhos do soldador de partículas volantes teção da face e dos olhos. durante a limpeza e remoção da escória da • Óculos de segurança – um protetor ocular solda ou provenientes de outros trabalhos com lentes protetoras montadas ou moldadas sendo executados nas proximidades. em uma armação, com ou sem proteção late- Auxiliares de soldagem, montadores e ral, mantidas na posição através de hastes. outras pessoas que necessitem ficar próximo • Óculos de segurança coloridos – podem ser aos soldadores devem receber um nível de fornecidos para trabalhadores em condições proteção compatível com o seu nível de expo- especiais de trabalho, como trabalho ao ar livre sição. Em geral, o nível de proteção requerido ou em ambiente com baixa iluminação. por estes auxiliares é similar ao indicado para o soldador. A tabela 1 apresenta uma indicação Proteção para os olhos dos níveis de proteção adequados para diver- contra radiação ultravioleta sas situações de soldagem. e infravermelha Todas as pessoas que estejam ou transi- Processos que requerem proteção mode- tem nas proximidades de áreas onde opera- rada contra radiação visível e proteção contra ções de soldagem estejam sendo executadas radiação ultravioleta e infravermelha: também devem receber proteção compatível • Corte e soldagem a gás, soldagem por resis- contra os efeitos danosos da radiação infra- tência e brasagem – deve ser proporcionada vermelha, ultravioleta e da luz visível de alta proteção contra radiação invisível; proteção intensidade. Deve ser observado o uso de adequada pode ser fornecida com filtros com biombos capazes de filtrar e absorver as radia- níveis de escurecimento entre 3 e 7. ções danosas provenientes das operações de soldagem. Processos que requerem redução consi- derável da radiação visível e proteção contra Proteção contra radiação ultravioleta e infravermelha: radiação difundida • Em processos que emitam radiação ultravio- Soldagem com arco elétrico e outras ope- leta, mas nos quais a radiação infravermelha rações similares devem ser executadas em não seja um risco, protetores oculares com ambientes enclausurados por paredes, biom- filtros ultravioleta devem ser usados. bos ou cortinas adequadas. Onde isso não é • Para trabalhos próximos a fornos ou outras possível, o uso de biombos móveis é recomen- fontes de calor intenso, onde calor e luz visível dado para isolar outras pessoas da radiação são emitidos, mas luz ultravioleta não seja um difundida oriunda do arco elétrico. Chapas de risco, protetores oculares com filtros infraver- aço ou outros materiais usados na construção melhos devem ser usados. de barreiras e que possuam grandes superfí- • Para operações de soldagem e corte ao cies refletivas devem ser pintadas ou tratadas arco elétrico, deve ser proporcionada proteção com alguma espécie de substância absorvente contra radiação visível, radiação infravermelha de luz, pois o efeito refletivo desses materiais e ultravioleta. Uma máscara ou escudo apro- aumenta o risco e os danos causados pela priado deve ser usado, provido de filtros com radiação difundida. nível de escurecimento entre 6 e 15, de acordo com as condições de trabalho específicas. Distribuição e adequação da proteção ocular Proteção para os olhos para Procedimentos devem ser estabelecidos soldadores para garantir que: Onde o soldador possa ser exposto à • o tipo correto de protetor ocular seja sele- radiação gerada por trabalhos de soldagem cionado; em andamento nas proximidades, é essencial • o protetor ocular seja ajustado ao usuário a sua proteção enquanto a máscara ou escu- por alguém competente para escolher o tipo e
- 38. 38 OUTUBRO Nº 12 2009 EPI tamanho mais adequados às suas caracterís- • Inspeção regular e limpeza de todos os ticas pessoais; protetores oculares a intervalos regulares, após • a frequência de uso do protetor ocular (con- cada uso, e antes de serem reutilizados por tínua, temporária ou eventual) seja adequada outra pessoa. para a situação de risco a que o trabalhador As instruções para limpeza fornecidas pelo esteja exposto. fabricante do protetor ocular devem ser segui- das à risca e, na falta delas, utilize o seguinte Embaçamento e transpiração procedimento genérico (não é válido para Produtos antiembaçantes devem ser apli- máscaras de proteção para soldagem com cados às lentes em caso de necessidade. autoescurecimento): lave o protetor facial com O uso de cintas de absorção de suor pode água abundante, detergente neutro e um pano também ser necessário, e as cintas devem macio e limpo, enxágue e deixe secar à som- ser substituídas regularmente. Óculos e lentes bra. Evite o uso de produtos abrasivos ou que com uma camada protetora antiembaçante possam riscar as lentes. Lenços adequados podem proporcionar um maior nível de confor- para limpeza de lentes devem estar disponíveis to para o usuário. nos locais de trabalho, em dispensadores pre- sos à parede, por exemplo. Manutenção e reutilização Um conjunto de procedimentos deve Substituição ser estabelecido para garantir a manuten- Os protetores oculares e lentes devem ção adequada dos protetores oculares. ser substituídos sempre que o uso, acidentes Tais medidas devem incluir, entre outras: ou tempo de vida resultar na deterioração de • Ambiente adequado para armazenamento, suas propriedades, até um ponto em que o limpeza, manutenção e substituição de prote- seu uso se torne um risco em si ou quando tores oculares e lentes. o protetor não atender às exigências normati- • Treinamento e orientação adequados, garan- vas e/ou legais. Em particular, lentes opacas, tindo que os usuários conheçam os procedi- riscadas, marcadas ou com qualquer sinal de mentos corretos de limpeza, reparo e subs- dano devem ser substituídas imediatamente, tituição de protetores oculares defeituosos, e pois esses danos podem diminuir a proteção para ajuste dos protetores às características oferecida pelas lentes e prejudicar a visão do pessoais e da tarefa a ser executada. usuário. Tabela 1 – Seleção de Filtros para Soldagem, Corte e Processos Associados (conforme norma européia EN 169:2002) Processo Condição de aplicação e Números de escala de escurecimento Soldagem a gás de metais ligados (1) Fluxo de actileno (l/h) <70 70-200 200-800 > 800 Número do filtro 4 5 6 7 Soldagem a gás de ligas macias (2) Fluxo de acetileno (l/h) <70 70-200 200-800 > 800 Número do filtro 4 5 6 7 Oxi-corte Fluxo de oxigênio (l/h) 900-2000 2000-4000 4000-8000 Número do filtro 5 6 7 Eletrodos revestidos Corrente (A) <60 60-100 100-150 150-200 200-300 300-450 >450 Número do filtro 8 9 10 11 12 13 14 MIG em metais ligados Corrente (A) <125 125-175 175-250 250-350 350-450 >450 Número do filtro 9 10 11 12 13 14 MIG em ligas macias Corrente (A) <175 175-225 225-300 300-400 400-500 Número do filtro 10 11 12 13 14 TIG em todos os metais Corrente (A) <30 30-7 70-125 125-200 200-300 >300 Número do filtro 8 9 10 11 12 13 MAG em todos os metais Corrente (A) <70 70-100 100-150 150-225 225-400 400-600 >600 Número do filtro 8 9 10 11 12 13 14 Goivagem com eletrodo de grafite Corrente (A) <175 175-200 200-250 250-350 350-450 >450 Número do filtro 10 11 12 13 14 15 Soldagem com micro-plasma Corrente (A) <40 40-60 60-100 100-125 125-175 175-225 225-300 Número do filtro 6 7 8 9 10 11 12 (1) O termo “metais ligados” se aplica ao aço, aço inoxidável e suas ligas, ao cobre e suas ligas. (2) O termo “ligas macias” se aplica à soldagem com ligas de alumínio e à brasagem.
- 39. OUTUBRO Nº 12 2009 39 EPI Linha de máscaras de autoescurecimento ESAB A ESAB traz para o Brasil anos de ESAB NewTech experiência no desenvolvimento Composta por quatro modelos, com e comercialização de máscaras diferentes opções de níveis de escureci- de autoescurecimento, adquiridos mento entre 6 e 13, com ajuste interno ou nos mercados mais exigentes do mundo. As externo, as máscaras NewTech são o que há linhas de máscaras ESAB OrigoTech e ESAB de mais moderno em matéria de filtros de luz Newtech possuem desempenho e qualidade de autoescurecimento. Nossa avançada tec- incomparáveis e estabelecem um novo pata- nologia ADC proporciona um escurecimento mar na relação custo/benefício em máscaras uniforme e maior conforto para o usuário. As de proteção de soldagem. máscaras ESAB NewTech podem ser com- binadas com capacetes de proteção para a ESAB OrigoTech cabeça(2), respiradores motorizados ou de Apresentada em duas cores brilhantes e linha de ar comprimido(2) e visores de pro- distintivas, amarelo e preto, as máscaras ESAB teção contra impactos(2). Oferece ainda três OrigoTech oferecem um nível de escurecimen- anos de garantia para o filtro LCD sem custo to de 9 a 13 com ajuste externo, ajuste da adicional, uma das maiores do mercado. sensibilidade do disparo e retardo da transição escuro-claro. O filtro de luz LCD é alimentado Modelos ESAB NewTech por células fotoelétricas de forma contínua, sem a necessidade de troca de baterias. O desligamento é automático, e o acionamento, imediato, na presença de luz, sem incômodas chaves liga-desliga. Mas o mais importante, e uma demonstração da confiança da ESAB em seus produtos: oferece dois anos de garantia para o filtro LCD(1), marca inédita em máscaras dessa categoria. As máscaras ESAB OrigoTech podem ser combinadas com capacetes de proteção para a cabeça(2) e res- NewTech 11 – nível de escurecimento piradores motorizados(2) para maior proteção fixo 11, com ajuste interno de sensibilidade e conforto do soldador. e retardo. NewTech 9-13 – nível de escurecimento variável 9-13, com ajuste interno do nível de escurecimento, sensibilidade e retardo. NewTech 9-13 ADC – nível de escureci- mento variável 9-13, com ajuste externo do nível de escurecimento, sensibilidade e retar- do. Área de visão 22% maior: 46,x95 mm. (1) A garantia para o filtro LCD é NewTech 6-13 ADC – nível de escure- válida para condições normais de cimento variável 6-13, com ajuste externo uso, conforme indicado no manu- do nível de escurecimento, sensibilidade e al que acompanha o produto retardo. Área de visão 22% maior: 46x95 (2) Os acessórios citados podem mm. Possui modo de lixamento, que man- não estar disponíveis no momento tém o filtro desligado em operações de em que esta matéria é publicada. desbaste e lixamento. Consulte seu representante ESAB.
- 40. 40 OUTUBRO Nº 12 2009 Dicas para o soldador Como identificar um eletrodo revestido e calcular a corrente com a qual soldar Por Eng. Werner Gehl / Assistência Técnica ESAB Argentina Traduzido do Boletín Soldar Conarco # 131/2008 Aços carbono Muitas vezes nos deparamos com uma situação na qual não conhecemos a iden- tificação do eletrodo com o qual iremos soldar. Isso acontece, por exemplo, quando a etiqueta da embalagem foi danificada ou quando simplesmente se desconhece a nomenclatura utilizada. Por isso, daremos algumas dicas sobre qual eletrodo é ideal para cada aplicação. Em geral, um eletrodo em condições normais trará uma identificação em seu revestimento, na extremidade próxima à ponta. Esta identificação deverá ser com- posta de uma letra e quatro números. A sigla pertence, em geral, à norma americana de soldagem AWS (American Welding Society, ou Associação Americana de Soldagem). A figura 1 mostra identificação do eletrodo através de códigos Com relação à identificação da norma AWS 5.1 para eletrodos revestidos para aço carbono, podemos observar que a letra E indica que se trata de um eletrodo revestido; os dois números seguintes nos dão o limite de resistência, medido em psi. Nas versões métricas da norma AWS, identificadas como M, as unidades de medidas se baseiam no sistema internacional, no qual, por exemplo, o limite de resistência se mede em MPa (1 MPa = 0,102 Kg/mm2). Em nosso caso, utilizando o exemplo de um eletrodo classifi- cado como E6013, este corresponde a uma
- 41. OUTUBRO Nº 12 2009 41 Dicas para o soldador Último dígito 0 1 2 3 4 5 6 7 8 Corrente e Polaridade CC(+) CA/CC(+) CA/CC(-) CA/CC(+/-) CA/CC(+/-) CC(+) CA/CC(+) CA/CC(-) CA/CC(+) Escória Celulósica Celulósica Rutílica Rutílica Rutílica Básica Básica Mineral Básica Arco Forte Forte Médio Fraco Fraco Médio Médio Fraco Médio Penetração Profunda Profunda Média Pouca Pouca Média Média Média Média Pó de Fe 0 – 10 % ––– 0 – 10 % 0 – 10 % 30 – 50 % ––– ––– 50 % 30 – 50 % Tabela 1 Eletrodo Indicam resistência a tração (por 1.000 psi) Indica a posição de soldagem: 1 – Todas as posições. 2 – Posição plana e horizontal. 3 – Posição vertical. 4 – Todas as posições, inclusive vertical descendente. E XX (X)-YZ Indica a corrente e a polaridade com as quais soldar, o tipo de escória depositada, o tipo de arco, a penetração sobre o metal base e a quantidade de pó de ferro. resistência mínima à tração de 60.000 psi • A corrente com a qual soldar e a polarida- (cerca de 42Kg / mm2 ou 415 MPa). de a ser utilizada, no caso em que é neces- O terceiro número indica a posição de sário definir. A corrente pode ser contínua soldagem. Esta nos permite trabalhar na ou alternada. No caso de corrente contínua, posição desejada, dependendo da aplica- existem duas possíveis polaridades: positiva ção a ser realizada. ou negativa. Para o nosso caso, na classificação E • O tipo de escória depositada na soldagem. 6013, o número 1 nos indica que podemos Esta pode ser celulósica, rutílica e básica. soldar em todas as posições. • O tipo de arco que se produz na solda- Se tivéssemos um número 2, a posição gem: forte, fraco ou médio. de soldagem seria apenas a posição plana e • A penetração sobre o metal base, que vertical. Já se a posição de soldagem tivesse pode ser pouca, média ou profunda. sido 4, todas as posições seriam possíveis, • A quantidade de pó de ferro. Esta pode incluindo a vertical descendente. A figura 2 chegar a 50%. mostra s possíveis classificações. A tabela 1 mostra as características O quarto número é muito importante na correspondentes para cada designação do hora de conhecer o eletrodo revestido. Este último dígito. permite saber, entre outras coisas: Além da classificação descrita, a norma
- 42. 42 OUTUBRO Nº 12 2009 Dicas para o soldador AWS permite, principalmente para eletrodos as classificações opcionais em relação à de revestimento básico, utilizar uma classifi- quantidade de hidrogênio. cação opcional. Estes são apenas alguns exemplos Esses eletrodos utilizam uma sigla que que podemos encontrar na indústria. é acrescentada à classificação básica da Para mais informações, recomendamos norma AWS. Elas são R e HZ, sendo R = consultar a norma AWS 5.1 ou entrar Eletrodo resistente à umidade. Em uma em contato com o Departamento de condição ambiente de temperatura equi- Assistência Técnica ESAB. valente a 26,7ºC, umidade relativa do ar Há outra maneira simples para cal- de 80%, para uma exposição de 9 horas cular a corrente de soldagem em função à umidade, o nível de absorção deve ser do diâmetro do eletrodo, além da norma inferior a 0,4%. Exemplo: E7018R. AWS: calcular 30A de corrente de solda- A segunda classificação adicional gem para cada milímetro de diâmetro. (HZ) se refere ao nível de hidrogênio do Vale lembrar que este será um valor eletrodo, sendo que a letra Z equivale aproximado de corrente, que poderá ao nível de hidrogênio (16, 8, 4 ml (H2) aumentar ou diminuir de acordo com a / 100g de metal depositado). Exemplo aplicação. Finalmente, a tabela 3 mostra E7018H4 uma relação entre corrente e diâmetro do A continuação, na tabela 2, mostra eletrodo. Classificação Designação Conteúdo médio de AWS Hidrogênio Hidrogênio Difusível Difusível H2ml / 100g E7015 H16 / H8 / H4 16, 8, 4 E7016 H16 / H8 / H4 16, 8, 4 E7018 H16 / H8 / H4 16, 8, 4 E7028 H16 / H8 / H4 16, 8, 4 E7048 H16 / H8 / H4 16, 8, 4 Tabela 2 Classificação AWS E XX10 E XX12 E XX13 E XX14 E XX24 E XX15 E XX18 E XX11 E XX10-XX E XX16 E XX18-XX Diâmetro (mm) Corrente de Soldagem (A) 1,60 – 25–40 30–50 – – – – 2,00 – 40–65 40–65 – – – 45–70 2,50 55–75 60–85 60–85 60–90 80–120 65–90 70–90 3,25 90–130 100–130 100–130 100–140 180–225 100–130 100–140 4,00 130–160 140–180 140–180 140–180 270–320 130–170 130–190 5,00 160–200 200–250 200–250 200–250 300–340 180–230 180–250 6,00 180–220 280–350 270–350 230–300 320–360 230–300 230–310 Tabela 3
- 43. OUTUBRO Nº 12 2009 43
- 44. 44 OUTUBRO Nº 12 2009 Robótica A última palavra em robôs de alta tecnologia de soldagem ABB e ESAB uniram forças para criar a última tecnologia em robôs de soldagem ao arco elétrico – projetado para rápida integração e operação. Alex Jiroflé, ESAB Holdings Ltda. Tradução da Svetsaren, revista da ESAB Global C ombinando o melhor da exper- Os robôs possuem o pacote de inte- tise de cada parceiro na sol- gração Aristo W8 da ESAB – um conjunto dagem e automação, o novo completo de equipamentos e consumíveis pacote abrangente inclui robôs para a soldagem – com base na última tec- versáteis, de desempenho elevado IRB1600, nologia de fonte de energia digital da ESAB. IRB1600ID ou IRB2400L da ABB, pacote O pacote consiste em: de robô Aristo W8 da ESAB e a escolha • Inversor Aristo™Mig 5001i MultiVoltage. preferida do cliente em relação à tocha de • Interface Aristo W8, que se comunica com a soldagem. Os robôs são disponibilizados unidade de controle do robô IRC5 da ABB. através da fábrica da ABB em Västerås, • Alimentador de arame Robofeed 3004w Suécia, e são ideais para a soldagem de ELP, com encapsulamento. aço carbono, aço inoxidável e alumínio. • Conjuntos de cabo. • Embalagem Marathon Pac, com conduí- tes de engate rápido, ou suporte de bobina separado. D1 Inversor Aristo™Mig 5001i MultiVoltage Este inversor representa a última gera- ção da ESAB em fontes de energia digitais Embalagem MarathonPac TM Aristo TM com até 500A/39V a 60% de ciclo de traba- RoboFeed lho, projetado especificamente para a sol- D2 dagem robotizada MIG/MAG nas indústrias de fabricação em geral. O inversor Aristo é Controlador do robô e muito flexível, suportando diversos modos cabo de conexão de transferência e processos, como curto circuito, spray arc, arco pulsado, a tecno- D3 logia de soldagem rápida (rapid arc) e a tecnologia exclusiva SuperPulse™. As fon- tes de energia são compactas e resisten- Robô C tes, com base na tecnologia de Transistor Bipolar de Base Isolada (IGBT) no inversor e um regulador avançado de processo. Combinados, eles oferecem confiabilidade W8 com características excelentes de soldabi- A lidade, fornecendo um controle excelente Figura 1 B com um mínimo de respingo – mesmo em O pacote de robô ESAB W8 Fonte de energia velocidades elevadas de soldagem.
- 45. OUTUBRO Nº 12 2009 45 Robótica Figura 2 Pacote de Soldagem Aristo™Mig 5001i MV É uma fonte de energia de fácil utiliza- a 25m/min. Encontra-se disponível com rol- ção, com instalações de controle embutidas danas de Ø30 mm para diâmetros de arame na unidade de controle do robô IRC5 da de até Ø1,6 mm. Possui todas as funções ABB. A comunicação com o controlador importantes para a soldagem robotizada, do robô é feita por meio da interface W8, como avanço e retrocesso manual do arame, na parte de trás da fonte de energia através purga de limpeza de gás, sensor de gás, teste do cabo de conexão W8 (CAN Bus/Device de ar e detecção anticolisão, que são aces- Net). Ele apresenta a biblioteca completa síveis por meio da unidade de controle IRC5 das linhas sinérgicas da ESAB para aço não através da comunicação CanBus. O sistema ligado/baixa liga, aço inoxidável, alumínio e TrueArc-VoltageTM da ESAB foi desenvolvi- soldagem MIG brazing. Além disso, o sis- do para medição contínua do comprimento tema conta com as linhas sinérgicas ABB do arco. As janelas no encapsulamento do desenvolvidas para soldagem de chapas alimentador de arame permitem a inspeção finas. Isto é importante para novos robôs e visual do mecanismo de alimentação sem ter retrofitting, porque as mesmas linhas sinérgi- de abrir o alimentador. cas podem ser utilizadas. O alimentador de arame é facilmen- O Aristo™Mig 5001i MV é uma fonte de te conectado/desconectado, pois utiliza energia multiprocesso que também pode conectores de engate rápido para gás, ser utilizada para a soldagem manual, por líquido, sinais de controle e corrente de sol- exemplo, soldagem de raiz (selamento), dagem, assim como um conector Euro para revestimento com TIG e goivagem. Uma a tocha de soldagem e um conector rápido fonte de energia reserva, utilizada para para o Marathon Pac. soldagem manual, é opcional para as insta- O Robofeed 3004w ELP incorpora o lações do robô. comutador ELP (ESAB Logic Pump), que garante o acionamento da bomba ape- Alimentador de arame nas quando as mangueiras de refrigeração encapsulado Robofeed forem conectadas. 3004w ELP As unidades são equipadas com para- Este alimentador de arame encapsulado, fusos de montagem com absorvedores montado sobre o robô possui quatro rolda- de impacto de borracha, para proteger os nas de tração. A unidade de alimentação de componentes internos do alimentador das arame é controlada digitalmente, fornecendo forças elevadas de aceleração e retardo do controle de velocidade preciso utilizando um robô. O Robofeed 3004w ELP apresenta: encoder, possui velocidades variando de 0,8 • Teste de gás (também do robô e U8)
- 46. 46 OUTUBRO Nº 12 2009 Robótica Figura 3: Interface W8 no lado traseiro da fonte de energia Figura 4: Cabo de conexão W8 ao controlador do robô IRC5 • Retrocesso do arame (também do robô e IRB 2400L. Outros comprimentos estão e U8). disponíveis sob solicitação. • Avanço lento do arame (também do robô e U8). Marathon Pac • Saídas para resfrigeração à água e limpe- A família Marathon Pac da ESAB ofe- za com ar comprimido. rece uma escolha de três tamanhos de • Lâmpada de indicação 42V ligado. embalagem para uma variedade de tipos Saída Remota para: de arames – incluindo arames de qualidade • Teste de gás, retrocesso de arame, avan- para robotização, como OK AristoRod, Matt Stainless e OK Tubrod 14,11 – 1,2 mm –, ço lento do arame. todos podendo ser incorporados no pacote • Push pull. de robô W8. O Marathon Pac minimiza o • Conexão do sinal anticolisão. tempo de setup para para troca do arame. Com o Endless Marathon Pac, uma nova Conjunto de cabo embalagem é conectada ao que está em Os conjuntos de cabos que conectam uso, enquanto o robô continua a soldar. a fonte de energia AristoTMMig 5001i MV O Marathon Pac fornece uma alimenta- ao alimentador de arame Robofeed 3004w ção de arame de baixo torque, livre de defei- ELP encontram-se disponíveis nos com- tos, permitindo o uso de um alimentador de primentos de 7,5 m e 10 m para os robôs arame cabo leve e reduzindo o desgaste do de soldagem ABB IRB 1600, IRB 1600 ID alimentador e do robô. A família Marathon PacTM – classificação dos arames e quantidades por embalagem. Marathon Pac Marathon Pac Marathon Pac Endless Marathon Pac LxA 513 x 830 mm Padrão 595 x 935 mm Jumbo 513 x 500 mm Mini 2 x Padrão ou Jumbo Aço sem liga e de baixa liga Arames sólidos 250 kg 475 kg 2 x 250 kg (Ø 0,8 mm: 200 kg) (min Ø 1,0 mm) 2 x 475 kg Arames com núcleo Dependendo do tipo Arames SAW Ø 1,6 mm: 475 kg Ø 2,0 mm: 450 kg Aço inoxidável Arames sólidos 250 kg 475 kg 100 kg 2 x 250 kg (Ø 0,8 mm: 200 kg) (min Ø 1,0 mm) 2 x 475 kg Arames com núcleo Dependendo do tipo Alumínio Arames sólidos 141 kg À base de cobre Arames MIG brazing 200 kg
- 47. OUTUBRO Nº 12 2009 47 Filial Recife Localização estratégica para o melhor atendimento de todo o Nordeste A abertura de uma filial ESAB em Recife, em 2008, beneficiou não somente os clientes do Estado de Pernambuco, mas também os de Alagoas, Paraíba, Rio Grande do Norte, Ceará e Piauí. Isso porque, de acor- do com o estudo Evolução e Perspectivas de Desenvolvimento de Pernambuco, da Secretaria de Planejamento e Gestão do Estado de Pernambuco, a cidade de Recife atua como um centralizador econômico no Nordeste, devido à sua posição geográfica e às disposições históricas. Segundo o documento, estima-se que 12 milhões de pessoas, R$54,7 bilhões de PIB, vivam num raio de 300 quilômetros do Recife. Ao estender o raio para 800 qui- lômetros, consegue-se concentrar 90% do PIB de toda a região Nordeste. O estudo atribui tal cenário principalmente à posição central da Região Metropolitana do Recife em relação ao Nordeste e à proximidade dela das outras capitais de Estados. Outra razão para a escolha da cidade de Recife para uma nova filial da ESAB é o Complexo Industrial e Portuário de Suape. O empreendimento é o mais completo polo para a localização de negócios industriais e portuários da Região Nordeste, dispondo de infraestrutura completa para atender às necessidades dos mais diversos empreendimentos e atraindo um número cada vez maior de empresas interessadas em colocar seus produtos no mercado regional ou exportá-los para outros países. Mais de 70 empresas já se instalaram no Complexo Portuário de Suape, tais como Estaleiro Atlântico Sul, IMPSA e RM Eólica Pernambucana, todos já atendidos pela nova filial da ESAB. E outros estão em fase de implantação, como a Refinaria Abreu e Lima – Petrobras, Planta para fabricação de PTA – Odebrecht etc. Segundo Luiz Fernando Breitenbach, responsável pelas filiais ESAB de Salvador e Recife, outros Estados do Nordeste, além de Pernambuco, estão em franco desenvolvimento industrial, com bem-sucedidos programas governamentais voltados para estimular a geração de empregos e o crescimento da economia, ratificando a decisão da ESAB em instalar uma segunda filial na região. “A filial Recife foi um importante investimento para a empresa, porque, além de consolidar ainda mais a marca da ESAB no mercado regional, representou uma fantástica melhoria A filial Recife iniciou suas atividades em 2008 na logística de armazenagem e distribuição dos produtos da empresa na região”. Com um ano de funcionamento, a filial Recife conta, atual- mente, com 11 colaboradores, entre internos e externos. A filial Recife está instalada na Rua Jornalista Edson Regis, nº 456, bairro do Ibura, próximo do Aeroporto Internacional de Recife, em localização estratégica, com fácil acesso para qualquer direção da cidade.
- 48. 48 OUTUBRO Nº 12 2009 Logomarca ESAB Um pouco de história em preto e amarelo Cristiano Borges Departamento de Marketing ESAB Brasil U ma empresa global com 105 anos de his- tória. Desde sua fundação, em 1904, pelo engenheiro naval sueco Oscar Kjellberg, a ESAB se transformou em líder mundial em soldagem e corte. O amarelo e preto da atual logomarca está presente nos cinco continentes, em diversos países, sempre simbolizando os valores que a empresa sustenta, assim como a imagem constru- ída ao longo dos anos: a de uma empresa que prima pelo mesmo padrão de qualidade em qualquer lugar do mundo em que esteja. A atual logomarca ESAB é utilizada desde 1973, mas outras duas foram usadas anteriormente. A pri- meira foi registrada em 1914, e a segunda data de 1933. Na década de 1980, uma logo do Grupo ESAB também foi utilizada para simbolizar o grupo de compa- nhias adquiridas pela empresa. A primeira logomarca da ESAB traz o desenho do leme de um navio e um martelo. A intenção é referen- A primeira logomarca foi registrada em 1914, ciar o tipo de trabalho realizado pela empresa na época porém há registros de 1906 de utilização desta logo e simbolizar o método de soldagem de Oscar Kjellberg, por uma empresa norueguesa licenciada pela ESAB que fora inicialmente desenvolvido para manutenção naval. Kjellberg tinha boas relações com o Oriente, por meio da empresa japonesa Mitsu Bishi Goshi Kwaisha, que havia comprado a licença para utilização do seu método de soldagem. Presume-se que, dessa manei- ra, ele tenha se tornado um observador do símbolo chinês Yin e Yang. Nascia aí o embrião da segunda logomarca ESAB. Quando o empreendedor fundou a filiada alemã Kjellberg-Elektroden GmbH, em Berlim, sua intenção principal era fabricar e vender equipamentos e eletro- dos, mas não prestar serviços de soldagem. Kjellberg A segunda logomarca data de 1933 queria, então, um novo símbolo para a empresa e instruiu um engenheiro a desenhar um símbolo que havia visto em uma revista. Ele considerou que a parte escura do símbolo Yin e Yang remeteria à gota fundida de um eletrodo. O símbolo foi, assim, introduzido na Alemanha, com a marca “Kjellberg Elektroden”. A combinação das cores amarelo e preto presente na atual logomarca foi escolhida por suas associações positivas e por ser bastante visível e atrativa. O desenho foi desenvolvido a fim de simbolizar chapas de metal, Logomarca atual, utilizada desde 1973 uma referência à atividade de soldagem e corte da ESAB. A logomarca ESAB traz, assim, onde quer que seja utilizada, a história de cuidado em oferecer ao mundo os melhores produtos, processos e soluções em soldagem e corte. Oferecemos soluções globais para clientes locais – em todos os lugares. Nos anos 1980, foi criada a logomarca The ESAB Group
- 49. OUTUBRO Nº 12 2009 49 Logomarca ESAB Anúncio publicado na revista O Cruzeiro em 17/3/1971 Pelé jogando pelo New York Cosmos – ao fundo, logo ESAB em placa publicitária
- 50. 50 OUTUBRO Nº 12 2009 Crônica Janela da Memória III* Vito D’Aléssio** O Vito D’Aléssio rlando Villas Boas foi o grande nome do indigenismo brasileiro, alguém que, na década de 40, ainda muito jovem, junto com seus irmãos Cláudio e Leonardo, se integrou clandestinamente às fileiras desbravadoras do comandante Rondon. A partir daí, apontaram o prumo das vidas para o coração da Amazônia e ali ataram seu destino aos índios do Xingu. Era uma tarde ensolarada de São Paulo, Orlando estava sentado à minha frente, contando causos deliciosos na tranquilidade do seu quintal, seus olhos brilhavam diante das lembranças apaixonadas e, vez por outra, se espremiam pela dor da “Gota” que lhe maltratava o joelho. Estávamos ali por conta do trabalho de pesquisa sobre a tribo dos meinacus, então a comunidade mais isolada do Parque Indígena. Orlando foi responsável direto ou indireto por todos os trabalhos acadêmicos sobre o Parque Indígena do Xingu. Antropólogos, lingüistas, indigenistas, médicos levados por ele e que em sua maioria tiveram a carreira marcada por esta experiência. Por conta de tudo isso, Paulo Pinagé, companheiro do projeto, perguntou ao mestre sobre as melhores lite- raturas e fontes para a nossa pesquisa. Orlando então balançou cadenciadamente a cabeça e falou baixinho: – Claro, claro... e olhava para o chão, como quem desfruta do íntimo prazer de alguma saborosa visão interior e de novo silenciou. O velho indigenista ergueu lentamente a face e nos olhou profundamente: – Eu sei o lugar ideal, lá vocês vão encontrar tudo! Paulo não disfarçava a ansiedade por aquela pre- ciosa informação e então a face de Orlando se iluminou da brejeirice e com indisfarçável ironia, do alto de sua sabedoria, disparou: – Por um acaso estes índios estão mortos? Vão até lá e falem com eles! Por vir de quem veio, este encontro mudaria para sempre minha forma de ver meu trabalho e minha vida. São Paulo – Primavera de 1986. *Crônica do livro Latino América – Memória Afetiva **Jornalista e fotógrafo