
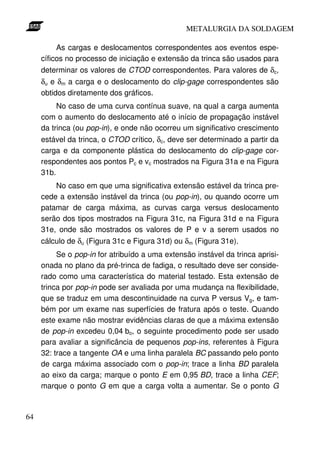
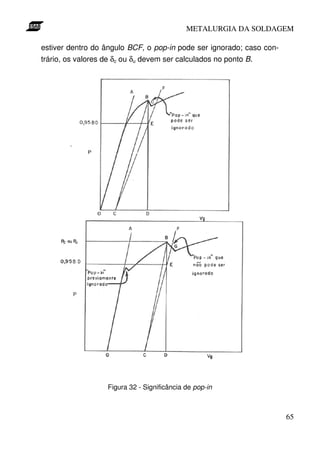
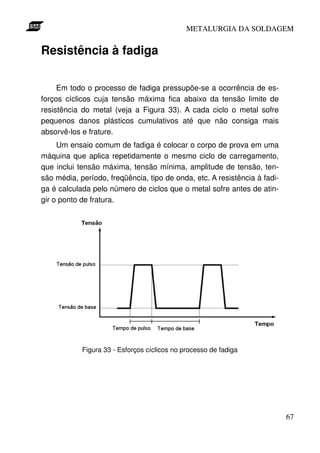
![METALURGIA DA SOLDAGEM
O maior percentual de ferro comercialmente produzido vem do
processo com alto-forno, que realiza uma reação química entre uma
carga sólida e a coluna de gás ascendente resultante no forno. Os
três diferentes materiais empregados na carga são minério, fundentes
e coque. O minério consiste de óxido de ferro e o fundente principal é
o calcário, que se decompõe em óxido de cálcio e dióxido de carbono
(veja a Equação [1]). A cal reage com as impurezas do minério de
ferro e flutua sobre a superfície na forma de escória. O coque, que se
constitui principalmente de carbono, é o combustível ideal para altos-
fornos porque produz o gás monóxido de carbono (veja a Equação
[2]), o principal agente redutor do minério de ferro (Fe2O3) para ferro
metálico (Fe), veja a Equação [3].
[1] CaCO 3 → CaO + CO 2
[2] 2 C + O 2 → 2 CO
[3] Fe 2 O 3 + 3 CO → 2 Fe + 3 CO 2
A atividade básica do alto-forno é reduzir o óxido de ferro para
ferro metálico e remover as impurezas do metal. Os elementos redu-
zidos passam para a massa de ferro e os elementos oxidados dissol-
vem-se na escória. O metal proveniente do alto-forno é denominado
ferro-gusa e é empregado como um material intermediário para poste-
riores processos de refino.
O ferro-gusa contém quantidades excessivas de elementos que
devem ser reduzidos antes que o aço seja produzido. Reduzir um
elemento significa receber elétrons: no caso do ferro, ele passa de
Fe++ ou Fe+++ para Fe°, onde cada átomo de ferro recebe dois ou três
elétrons. Para o refino do aço são empregados diversos tipos de for-
nos elétricos, conversores e outros, cada um desses realizando sua
tarefa de remoção e redução de elementos como carbono, silício,
fósforo, enxofre e nitrogênio através da saturação do metal líquido
3](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-5-320.jpg)






![METALURGIA DA SOLDAGEM
Estruturas cristalinas comuns dos metais
Cúbico de faces centradas [Figura 3(a)]
1
alumínio cobalto cobre ouro
2
ferro chumbo níquel prata
Cúbico de corpo centrado [Figura 3(b)]
cromo ferro2 molibdênio nióbio
3
titânio tungstênio vanádio zircônio3
Hexagonal compacto [Figura 3(c)]
1
cobalto magnésio estanho
3 3
titânio zinco zircônio
1
O cobalto é cúbico de faces centradas a altas tempe-
raturas e transforma-se em hexagonal compacto a
baixas temperaturas.
2
O ferro é cúbico de corpo centrado (Fe-δ) próximo à
temperatura de fusão e novamente a baixas tempera-
turas (Fe-α), mas a temperaturas intermediárias o
ferro é cúbico de faces centradas (Fe-γ).
3
O titânio e o zircônio são cúbicos de faces centradas
a altas temperaturas e hexagonais compactos a bai-
xas temperaturas.
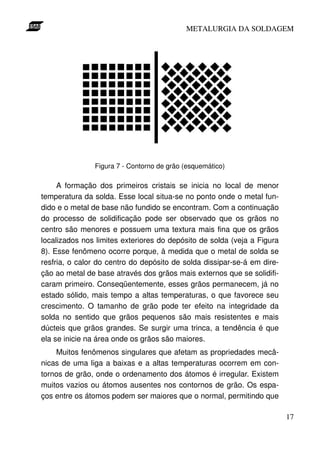
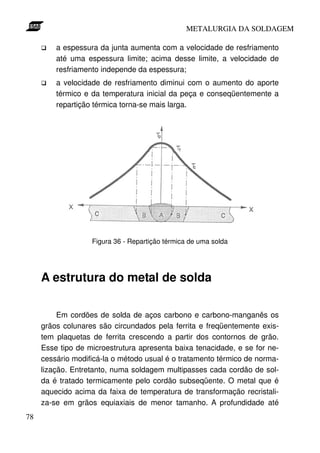
Tabela I - Estruturas cristalinas comuns dos metais
Os elementos de liga, chamados de solutos, ficam localizados na
matriz do metal predominante em um ou em dois modos. Os átomos
de soluto podem ocupar os sítios da rede substituindo alguns dos
átomos da matriz, chamados de solvente. Alternativamente, se os
átomos de soluto forem suficientemente pequenos, eles podem se
ajustar nos espaços entre os átomos do solvente.
12](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-14-320.jpg)










![METALURGIA DA SOLDAGEM
%Mn %Ni %Mo %Cr %Cu
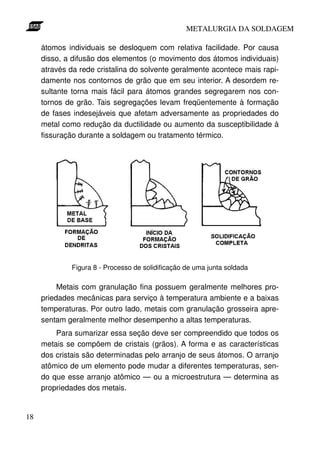
[4] C eq = %C + + + + +
6 15 4 5 13
NOTA: O Ceq calculado da análise de panela é normalmente menor que o Ceq
baseado na análise do produto por causa da segregação que ocorre no lingo-
te.
Essa fórmula é válida quando os teores estão dentro das faixas:
%C < 0,50
%Mn < 1,60
%Ni < 3,50
%Mo < 0,60
%Cr < 1,00
%Cu < 1,00
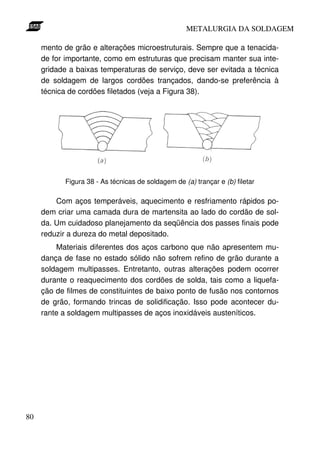
Outra equação para o carbono equivalente, largamente utilizada,
é dada pelo IIW (International Institute of Welding):
%Mn %Cr + %Mo + %V %Ni + %Cu
[5] C eq = %C + + +
6 5 15
A espessura do metal de base pode tornar necessário o pré-
aquecimento mesmo para aços de baixo carbono. Existem vários
métodos para se calcular a temperatura de pré-aquecimento conside-
rando também a espessura, sendo as Equações [6] e [7] as mais
usuais.
[6] Temperatur a de pré - aqueciment o ( o C) = 350 × C eqtotal − 0,25
onde
[7] C eqtotal = 0,005 × C eq × espessura (mm)
27](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-29-320.jpg)
![METALURGIA DA SOLDAGEM
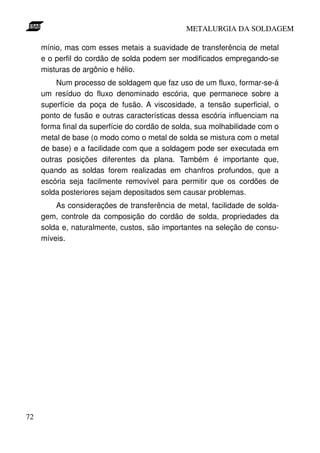
onde o carbono equivalente pode ser calculado pelas Equações [4] ou
[5] ou mesmo por outra fórmula mais conveniente.
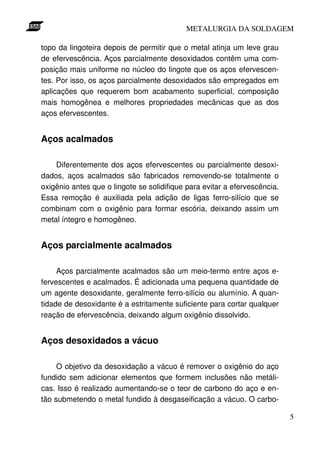
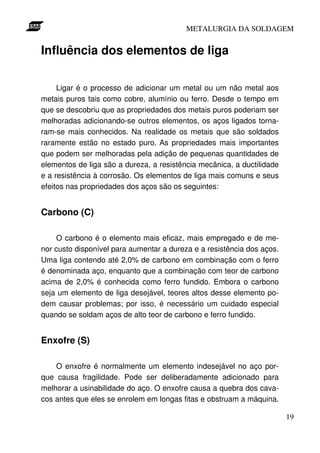
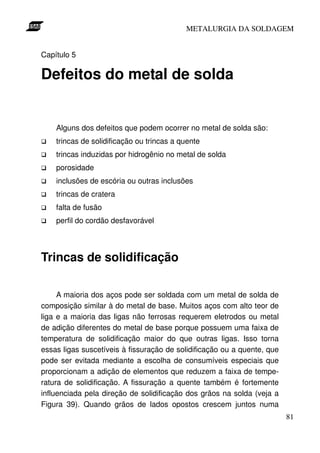
A Tabela II fornece valores sugeridos de temperaturas de pré-
aquecimento para diferentes valores de carbono equivalente:
Carbono equivalente Temperatura de
Ceq pré-aquecimento
(%) recomendada
< 0,30 opcional
0,31 - 0,45 100°C - 200°C
0,45 - 0,60 200°C - 250°C
> 0,60 250°C - 300°C
Aços ferramenta,
aços mola,
~ 300°C
aços de composição
desconhecida
Tabela II - Temperatura de pré-aquecimento recomendada x Ceq
Alguns aços, particularmente aqueles possuindo carbono equiva-
lente maior que 0,45%, podem requerer, além de pré-aquecimento,
pós-aquecimento. Esses tratamentos são especialmente recomenda-
dos para a soldagem de seções espessas. Entretanto, para a maioria
dos aços carbono e de baixa liga, apenas o pré-aquecimento é ne-
cessário de um modo geral.
O pré-aquecimento a 120 - 150°C é geralmente empregado na
soldagem multipasse em seções de espessura maior que 25 mm para
reduzir a susceptibilidade da solda à fissuração.
Quando a temperatura de pré-aquecimento correta for determi-
nada é essencial que esta temperatura seja medida e mantida duran-
te a operação de soldagem. Normalmente todas aplicações que re-
querem pré-aquecimento requerem também resfriamento lento.
28](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-30-320.jpg)



![METALURGIA DA SOLDAGEM
força
[8] tensão =
área
Normalmente, a carga é medida em:
quilograma-força (Kgf), que é o peso exercido por uma massa de
1 Kg;
newton (N);
libra-força (p).
A área resistente pode normalmente ser medida em:
milímetro quadrado (mm2), que é a área representada por um
quadrado de 1 mm de lado;
polegada quadrada (in2), que é a área representada por um qua-
drado de uma polegada de lado.
Podemos então relacionar as diversas grandezas nas unidades
do Sistema Internacional e do Sistema Inglês:
[9] 1 p = 4,448 N
[10] 1Kgf = 9,807 N
[11] 1 in = 25,4 mm
[12] 1 in 2 = 645,16 mm 2
Sistema Internacional:
MN N
[13] unidade de tensão = = = MPa
2
mm mm 2
Sistema Inglês:
p
[14] unidade de tensão = ksi = 1000 psi = 1000
in 2
35](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-37-320.jpg)
![METALURGIA DA SOLDAGEM
Então, como se relacionam as unidades?
4,448 N N
[15] 1ksi = 1000 = 6,895 = 6,895 MPa
645,16 mm 2 mm 2
[16] 1 ksi = 6,895 MPa
[17] 1MPa = 145,0326 psi
Deformação
Considere que duas marcas sejam feitas na superfície de um
corpo de prova em estado não deformado e que L0 seja a distância
inicial entre as duas marcas. Carregando-se o corpo de prova haverá
um aumento na distância entre as duas marcas, de modo que a nova
distância entre elas seja L.
A deformação absoluta (deformation) é definida como a diferença
entre as distâncias final e inicial.
[18] deformação absoluta (mm) = ∆L = L - L 0
A deformação relativa (strain) é definida como a variação relativa
nas dimensões, isto é, a razão entre a diferença entre as dimensões
final L e inicial L0 e a dimensão inicial L0. Não importa em que unidade
de comprimento as dimensões sejam medidas, porque a deformação
é uma grandeza adimensional.
L L - L0
[19] deformação relativa = =
L0 L0
36](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-38-320.jpg)
![METALURGIA DA SOLDAGEM
redução de área.
Limite de escoamento
Quando um metal é tracionado até seu limite de escoamento, ele
sofre um aumento no comprimento, porém retorna as suas dimensões
originais quando cessa o esforço ao qual havia sido submetido. Di-
zemos que esteve sob o regime elástico, representado pela letra A da
Figura 11. À medida que a carga aumentar, o metal atingirá um ponto
além do qual o corpo de prova não mais retornará a sua dimensão
original quando cessar a carga.
Figura 11 - Curva carga–alongamento
A tensão limite de escoamento é definida como o ponto em que o
metal atinge o limite de suas características elásticas, não mais retor-
nando a sua forma original. A unidade dessa grandeza é N/mm2 ou
MPa.
A fórmula para se calcular a tensão limite de escoamento (LE) é
carga de escoamento (N)
[20] LE (MPa) =
área da seção resistente inicial (mm 2 )
38](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-40-320.jpg)
![METALURGIA DA SOLDAGEM
Limite de resistência
Uma vez que o metal excedeu seu limite de escoamento, conti-
nuará a se deformar e, se a carga for subitamente aliviada, não retor-
nará a sua forma original, mas permanecerá com uma deformação
residual. Esse fenômeno é denominado deformação plástica e está
representado pela letra B da Figura 11. A deformação plástica aumen-
ta para promover um alívio nas tensões trativas, tornando-se neces-
sário que a carga continue aumentando para continuar a deformar
plasticamente o metal. Finalmente chega-se a um ponto em que o
metal não consegue mais sofrer deformação plástica e a carga atinge
seu valor máximo. Dizemos que o material atingiu sua capacidade
máxima de encruamento.
A tensão limite de resistência é definida como o ponto em que o
corpo de prova atinge a carga máxima durante o ensaio de tração. A
unidade dessa grandeza é N/mm2 ou MPa.
A fórmula para se calcular a tensão limite de resistência (LR) é
carga máxima (N)
[21] LR (MPa) =
área da seção resistente inicial (mm 2 )
Alongamento
Antes que um corpo de prova de tração seja colocado na máqui-
na duas marcas devem ser feitas a uma determinada distância na
parte útil do corpo de prova. Após a fratura do corpo de prova a dis-
tância entre as marcas é medida e o alongamento é calculado toman-
do-se como referência a distância original entre as duas marcas (veja
a Figura 11). O valor do alongamento é percentual (%) e fornece uma
indicação da ductilidade do metal à temperatura ambiente.
A fórmula para se calcular o alongamento (AL) é
39](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-41-320.jpg)
![METALURGIA DA SOLDAGEM
compriment o final (mm) - compriment o inicial (mm)
[22] AL (%) = × 100
compriment o inicial (mm)
Redução de área
À medida que o corpo de prova é carregado até o ponto de fratu-
ra, a área da seção resistente diminui, veja a Figura 11. Essa área
reduzida é calculada e registrada como um percentual da área da
seção original do corpo de prova. O valor da redução de área é per-
centual (%) e mede a ductilidade ou a fragilidade relativa do metal.
A fórmula para se calcular a redução de área (RA) é
área inicial (mm 2 ) - área final (mm 2 )
[23] RA (%) = × 100
área inicial (mm 2 )
Ductilidade, tenacidade e fragilidade
O comportamento de um metal ou liga metálica em fratura pode
ter várias classificações, dependendo do critério abordado.
Sob o ponto de vista de energia absorvida durante o processo de
fratura, podemos ter a fratura frágil, associada com uma pequena
quantidade de energia absorvida e a fratura tenaz, onde é consumida
uma grande quantidade de energia antes de ocorrer a fratura.
Sob o ponto de vista da deformação plástica que ocorre na vizi-
nhança das superfícies de fratura, a fratura pode ser classificada co-
mo dúctil ou frágil. Quando a deformação plástica precedendo a fratu-
ra é intensa, dizemos que a fratura é dúctil. Como a deformação plás-
tica ocorre com consumo de energia, a fratura dúctil está vinculada a
um comportamento tenaz. Por outro lado, a fratura frágil é aquela que
40](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-42-320.jpg)















![METALURGIA DA SOLDAGEM
la uma condição mais crítica de trinca real na peça e também porque
mantém uma continuidade com o ensaio de KIc (ensaio da mecânica
da fratura linear elástica similar ao ensaio CTOD, e realizado para
materiais de baixa ductilidade). Atualmente os corpos de prova mais
empregados podem ser observados na Figura 26, na Figura 27 e na
Figura 28.
Figura 26 - Corpo de prova compacto [C(T)]
Figura 27 - Corpo de prova preferencial [SE(B)]
59](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-61-320.jpg)
![METALURGIA DA SOLDAGEM
Figura 28 - Corpo de prova subsidiário [SE(B)]
A profundidade do entalhe deve ser de, no máximo, 0,45 W, de
tal modo que a trinca possa ser estendida por fadiga até aproxima-
damente 0,45 W. É importante notar que as dimensões ao e W são
conseqüência de uma escolha anterior da espessura, B.
O objetivo de entalhar o corpo de prova é simular um plano de
trinca ideal com uma ponta bem aguda — raio essencialmente nulo —
para seguir as considerações assumidas na análise da tenacidade à
fratura. Como a trinca de fadiga é considerada a mais aguda que se
60](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-62-320.jpg)

![METALURGIA DA SOLDAGEM
até uma posição aproximadamente na metade do ligamento rema-
nescente por ocasião do colapso plástico.
No corpo de prova é desenvolvida uma pré-trinca de fadiga com
uma carga máxima dada por
2
B b o σ LE
[24] Pf = 0,5
S
e
Pmín
[25] = 0,1
Pmáx
A equação mais utilizada atualmente para o ensaio CTOD é a
adotada pelas normas BS-7448 e ASTM E 1820:
[26] δ=
(
K 2 1− ν2
+
) rp (W − a o )
2σ LEE rp (W − a o ) + a o + z
onde
YP
[27] K=
B W 1/ 2
[28] Y=
{ [
6 (ao / W )1/ 2 1,99 − (ao / W ) [1 − (ao / W )] 2,15 − 3,93 (ao / W ) + 2,7 (ao / W )2 ]}
(1 + 2ao / W )(1 − ao / W )3 / 2
[29] rp = 0,4(1 + α )
[30] α = 0,1
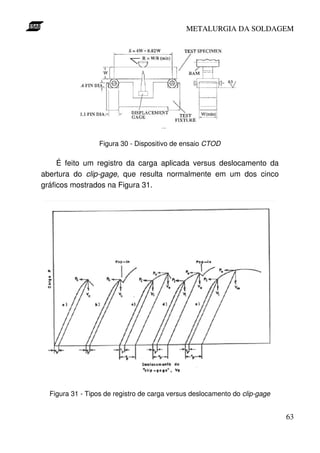
O ensaio pode ser controlado por deslocamento do pistão (ou
cabeçote) na linha de aplicação da carga ou por abertura do clip-gage
montado na boca da trinca (veja o dispositivo de ensaio na Figura 30).
62](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-64-320.jpg)


![METALURGIA DA SOLDAGEM
adição é denominado "diluído" pelo metal de base fundido. Quando
nenhum metal é adicionado, consistindo então o metal de solda intei-
ramente de metal de base, a diluição é definida como 100%. Na sol-
dagem manual com eletrodo revestido, o passe de raiz pode ter 30%
de diluição e os passes subseqüentes terão uma diluição ligeiramente
menor. Como resultado da uniformidade do metal de solda, é possível
calcular sua composição se as proporções de metal de base e de
eletrodo fundido puderem ser estimadas. Isso pode ser feito freqüen-
temente de uma observação da seção reta da solda, como mostra a
Figura 34. Tais cálculos, que envolvem apenas proporções simples,
são importantes quando é utilizado um eletrodo ou metal de adição de
composição diferente da do metal de base, como em juntas dissimila-
res, em revestimento inoxidável de aços carbono ou na soldagem de
ligas de alumínio. Pode também ser necessário considerar a diluição
se o metal de base tiver alto teor de enxofre ou se contiver alumínio
que, se adicionado à poça de fusão, pode afetar o teor de oxigênio e
prejudicar a tenacidade do depósito de solda.
área da parte hachurada
[31] %diluição = × 100
área do cordão de solda
Figura 34 - Estimativa de diluição a partir da geometria da solda: (a) junta
topo a topo; (b) junta com chanfro em V
74](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-76-320.jpg)
![METALURGIA DA SOLDAGEM
Aporte térmico
A maioria dos processos de soldagem por fusão é caracterizada
pela utilização de uma fonte de calor intensa e localizada. Esta ener-
gia concentrada pode gerar em pequenas regiões temperaturas ele-
vadas, altos gradientes térmicos, variações bruscas de temperatura e,
conseqüentemente, extensas variações de microestrutura e proprie-
dades em um pequeno volume de material.
Na soldagem a arco elétrico o aporte térmico (heat input) é defi-
nido como o calor cedido à junta soldada por unidade de comprimento
e é calculado pela equação
Tensão × Corrente
[32] Aporte térmico =
Velocidade de soldagem
Se considerarmos as várias unidades usualmente empregadas,
podemos dizer que
Tensão (V) × Corrente (A)
[33] Aporte térmico (KJ/mm) = 0,06 ×
Velocidade de soldagem (mm/min)
ou
Tensão (V) × Corrente (A)
[34] Aporte térmico (KJ/mm) = 0,006 ×
Velocidade de soldagem (cm/min)
Após a soldagem a dissipação de calor ocorre principalmente por
condução na peça das regiões de maior temperatura para o restante
do metal.
75](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-77-320.jpg)

![METALURGIA DA SOLDAGEM
temperatura crítica (Tc), que é a temperatura mínima para ocorrer
uma alteração relevante como uma transformação de fase, por
exemplo;
tempo de permanência acima de uma temperatura crítica (tp),
que é o tempo em que o ponto fica submetido a temperaturas
superiores a uma temperatura crítica;
velocidade de resfriamento, que é definida por
T1 − T2
[35]
t
Repartição térmica
Se considerarmos o ciclo térmico de cada ponto próximo à junta,
podemos dizer que a temperatura de pico (Tp) de cada ponto varia
com sua distância ao centro do cordão de solda. Colocando na forma
de um gráfico as temperaturas de pico contra a distância ao cordão
de solda obtemos uma curva esquemática semelhante à exibida na
Figura 36. Esta curva é conhecida como repartição térmica.
Os ciclos térmicos de soldagem e a repartição térmica são princi-
palmente dependentes dos seguintes parâmetros:
tipo de metal de base, relativamente a sua condutividade térmica,
pois quanto maior a condutividade térmica do metal, maior sua
velocidade de resfriamento;
geometria da junta (uma junta em T possui três direções para o
escoamento de calor, enquanto uma junta de topo possui apenas
duas (veja a Figura 41 à página 89); por isso juntas em T resfri-
am-se mais rapidamente que juntas de topo para as mesmas
condições de soldagem;
77](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-79-320.jpg)







![METALURGIA DA SOLDAGEM
molibdênio e vanádio, existindo várias equações para estimar o car-
bono equivalente a partir da composição química de um aço.
A Equação [5] é a mais utilizada para o carbono equivalente (Ceq)
e pode ser observada à página 27.
Segundo, a microestrutura pode ser controlada reduzindo-se a
taxa de resfriamento que, para qualquer tipo de junta, pode ser con-
seguido de duas maneiras:
elevando o aporte térmico pelo aumento do tamanho do cordão
de solda e/ou reduzindo a velocidade de soldagem. Em termos
de soldagem ao arco elétrico, isso significa empregar eletrodos
de diâmetro maior; ou
empregando pré-aquecimento. A fissuração induzida por hidro-
gênio ocorre apenas a temperaturas em torno da temperatura
ambiente, de modo que, se for realizado um pós-aquecimento
(manutenção da temperatura após a soldagem) por um tempo
dependente da espessura do aço, haverá a difusão do hidrogênio
para fora da região da solda antes que a fissuração possa acon-
tecer.
Um carbono equivalente menor que 0,40% indica que o aço a-
presenta boa soldabilidade, porém valores acima desse podem tornar
necessárias algumas precauções adicionais com o pré-aquecimento
ou com o aporte térmico. Como o pré-aquecimento é caro e difícil de
ser empregado, pode ser evitado quando se aplicam eletrodos bási-
cos em vez de rutílicos ou, em casos extremos, aplicando-se eletro-
dos austeníticos.
Tomando-se cuidado, a fissuração na ZTA pode ser evitada, mas
é um defeito difícil de ser notado, particularmente em juntas em ângu-
lo, onde pode aparecer na garganta da junta, que é uma área sujeita
a concentração de tensões. Como uma alta taxa de resfriamento é
um grande agente contribuinte para a fissuração por hidrogênio, pe-
quenos cordões de solda como pontos de solda (ou mesmo aberturas
involuntárias de arco) são sítios potenciais para a ocorrência desse
90](https://image.slidesharecdn.com/1901102rev0apostilametalurgiasoldagem-110712134026-phpapp02/85/1901102rev0-apostila-metalurgiasoldagem-92-320.jpg)


1901102rev0 apostila metalurgiasoldagem
- 1. Seu parceiro em Soldagem e Corte METALURGIA DA SOLDAGEM Superfície de fratura de um corpo de prova de impacto Charpy-V tirado de um metal de solda de uma liga de níquel. A fratura está localizada no metal de solda próximo à linha de fusão (Svetsaren, vol. 47, No. 2, 1993, pp. 29).
- 2. ÍNDICE INTRODUÇÃO .......................................................................................... 1 METAIS E LIGAS METÁLICAS ..................................................................... 2 PROPRIEDADES E ENSAIOS DOS METAIS.................................................. 34 PRINCÍPIOS DOS CONSUMÍVEIS DE SOLDAGEM......................................... 70 PROPRIEDADES DO METAL DE SOLDA ...................................................... 73 DEFEITOS DO METAL DE SOLDA .............................................................. 81 A ZONA TERMICAMENTE AFETADA (ZTA).................................................. 86 BIBLIOGRAFIA ....................................................................................... 94 Elaborado, traduzido (parte) e adaptado por Cleber Fortes – Engenheiro Metalúrgico, M.Sc. Assistência Técnica Consumíveis – ESAB BR Revisado por Welerson Araújo – Engenheiro Metalurgista, M.Sc. Desenvolvimento e Pesquisa – ESAB BR Última revisão em 15 de abril de 2004
- 3. METALURGIA DA SOLDAGEM Introdução A soldagem envolve muitos fenômenos metalúrgicos como, por exemplo, fusão, solidificação, transformações no estado sólido, de- formações causadas pelo calor e tensões de contração, que podem causar muitos problemas práticos. Os problemas podem ser evitados ou resolvidos aplicando-se princípios metalúrgicos apropriados ao processo de soldagem. A metalurgia da soldagem difere da metalurgia convencional em certos pontos de vista, porém um entendimento da metalurgia da soldagem necessita de um amplo conhecimento da metalurgia geral. Por esse motivo, são descritos primeiramente alguns conceitos da metalurgia geral e depois são discutidos conceitos da metalurgia da soldagem. Esse texto destina-se a profissionais atuantes na área de solda- gem, tanto na técnica quanto na comercial. Seu principal objetivo é apresentar informações básicas no âmbito tecnológico, não tendo a pretensão de realizar uma abordagem científica. Para estudos mais profundos, sugerimos consultar outras publicações existentes. 1
- 4. METALURGIA DA SOLDAGEM Capítulo 1 Metais e ligas metálicas Origem e fabricação Os metais provêm dos depósitos naturais de minérios na crosta terrestre. A maioria dos minérios é contaminada com impurezas que devem ser removidas por meios mecânicos ou químicos. O metal extraído do minério purificado é conhecido como metal primário ou metal virgem, e o metal proveniente da ganga é designado metal se- cundário. Há dois tipos de minérios, os ferrosos e os não ferrosos. O termo ferroso provém do latim ferrum, significando ferro; um metal ferroso é aquele que possui alto teor de ferro. Metais não ferrosos como o co- bre e o alumínio, por exemplo, são aqueles que contêm pouco ou nenhum ferro. A quantidade de ferro na crosta terrestre é de aproxi- madamente vinte vezes a de todos os outros metais não ferrosos juntos; por isso o ferro é o metal mais importante e o mais emprega- do. O alumínio, por causa de sua aparência atraente, resistência re- lativamente alta e baixa densidade, é o segundo metal mais usado. O minério de alumínio comercialmente explorável, conhecido como bau- xita, é um depósito formado próximo à superfície da crosta terrestre. Alguns dos processos químicos que ocorrem durante a fabrica- ção do aço ocorrem também durante a soldagem, de modo que a metalurgia da soldagem pode ser encarada imaginando-se a solda- gem ao arco elétrico como a miniatura de uma siderúrgica. 2
- 5. METALURGIA DA SOLDAGEM O maior percentual de ferro comercialmente produzido vem do processo com alto-forno, que realiza uma reação química entre uma carga sólida e a coluna de gás ascendente resultante no forno. Os três diferentes materiais empregados na carga são minério, fundentes e coque. O minério consiste de óxido de ferro e o fundente principal é o calcário, que se decompõe em óxido de cálcio e dióxido de carbono (veja a Equação [1]). A cal reage com as impurezas do minério de ferro e flutua sobre a superfície na forma de escória. O coque, que se constitui principalmente de carbono, é o combustível ideal para altos- fornos porque produz o gás monóxido de carbono (veja a Equação [2]), o principal agente redutor do minério de ferro (Fe2O3) para ferro metálico (Fe), veja a Equação [3]. [1] CaCO 3 → CaO + CO 2 [2] 2 C + O 2 → 2 CO [3] Fe 2 O 3 + 3 CO → 2 Fe + 3 CO 2 A atividade básica do alto-forno é reduzir o óxido de ferro para ferro metálico e remover as impurezas do metal. Os elementos redu- zidos passam para a massa de ferro e os elementos oxidados dissol- vem-se na escória. O metal proveniente do alto-forno é denominado ferro-gusa e é empregado como um material intermediário para poste- riores processos de refino. O ferro-gusa contém quantidades excessivas de elementos que devem ser reduzidos antes que o aço seja produzido. Reduzir um elemento significa receber elétrons: no caso do ferro, ele passa de Fe++ ou Fe+++ para Fe°, onde cada átomo de ferro recebe dois ou três elétrons. Para o refino do aço são empregados diversos tipos de for- nos elétricos, conversores e outros, cada um desses realizando sua tarefa de remoção e redução de elementos como carbono, silício, fósforo, enxofre e nitrogênio através da saturação do metal líquido 3
- 6. METALURGIA DA SOLDAGEM com oxigênio e ingredientes formadores de escória. O oxigênio reduz os elementos formando gases que escapam para a atmosfera en- quanto a escória reage com as impurezas e as separa do metal fun- dido. Depois de passar pelo forno de refino, o metal é purificado em lingoteiras feitas de ferro fundido. Os lingotes obtidos possuem seção quadrada e são constituídos de aço saturado de oxigênio. Para evitar a formação de grandes bolsas de gases no metal fundido, uma quan- tidade considerável de oxigênio deve ser removida. Esse processo é conhecido como desoxidação e é realizado através de aditivos que expulsam o oxigênio na forma de gases ou enviam-no em direção à escória. Existem diversos graus de oxidação, sendo os seguintes os tipos de aços resultantes: Aços efervescentes A fabricação de aços efervescentes envolve uma desoxidação mínima. À medida que o lingote se solidifica, uma camada de ferro quase puro é formada nas paredes e no fundo da lingoteira, e prati- camente todo o carbono, fósforo e enxofre segregam no núcleo do lingote. O oxigênio forma com o carbono o gás monóxido de carbono (CO) que é aprisionado no metal em solidificação na forma de bolhas que desaparecem durante o processo de laminação a quente. A prin- cipal vantagem dos aços efervescentes é a superfície livre de defeitos que pode ser produzida com a ajuda da camada de ferro quase puro. A maioria dos aços efervescentes é constituída de aços de baixo car- bono contendo menos de 0,1% desse elemento. Aços parcialmente desoxidados Aços parcialmente desoxidados regulam a quantidade de oxigê- nio no metal fundido pelo uso de uma pesada tampa que é travada no 4
- 7. METALURGIA DA SOLDAGEM topo da lingoteira depois de permitir que o metal atinja um leve grau de efervescência. Aços parcialmente desoxidados contêm uma com- posição mais uniforme no núcleo do lingote que os aços efervescen- tes. Por isso, os aços parcialmente desoxidados são empregados em aplicações que requerem bom acabamento superficial, composição mais homogênea e melhores propriedades mecânicas que as dos aços efervescentes. Aços acalmados Diferentemente dos aços efervescentes ou parcialmente desoxi- dados, aços acalmados são fabricados removendo-se totalmente o oxigênio antes que o lingote se solidifique para evitar a efervescência. Essa remoção é auxiliada pela adição de ligas ferro-silício que se combinam com o oxigênio para formar escória, deixando assim um metal íntegro e homogêneo. Aços parcialmente acalmados Aços parcialmente acalmados são um meio-termo entre aços e- fervescentes e acalmados. É adicionada uma pequena quantidade de um agente desoxidante, geralmente ferro-silício ou alumínio. A quan- tidade de desoxidante é a estritamente suficiente para cortar qualquer reação de efervescência, deixando algum oxigênio dissolvido. Aços desoxidados a vácuo O objetivo da desoxidação a vácuo é remover o oxigênio do aço fundido sem adicionar elementos que formem inclusões não metáli- cas. Isso é realizado aumentando-se o teor de carbono do aço e en- tão submetendo o metal fundido à desgaseificação a vácuo. O carbo- 5
- 8. METALURGIA DA SOLDAGEM no reage com o oxigênio e forma monóxido de carbono, e então os níveis de oxigênio e de carbono caem para os limites especificados. Como não são usados elementos desoxidantes formadores de óxidos sólidos, o aço produzido por esse processo possui alta pureza. Classificações dos aços As classificações mais comuns para os aços são: aços carbono, aços de baixa liga, aços de média liga, e aços de alta liga, que são referidas como "tipos" de aços. Aços carbono O aço é basicamente uma liga de ferro e carbono, alcançando seus níveis de resistência e de dureza principalmente através da adi- ção de carbono. Os aços carbono são classificados quanto à compo- sição química em quatro grupos, dependendo de seus níveis de car- bono. baixo carbono - até 0,14% carbono; aço doce - de 0,15% até 0,29% carbono; aço de médio carbono - de 0,30% até 0,59% carbono; aço de alto carbono - de 0,60% até 2,00% carbono. Os aços de baixo carbono e doce são os grupos mais produzidos por causa de sua relativa resistência e boa soldabilidade. 6
- 9. METALURGIA DA SOLDAGEM Aços de baixa liga Os aços de baixa liga, como o nome já diz, contêm pequenas quantidades de elementos de liga que produzem consideráveis me- lhorias em suas propriedades. Os elementos de liga são adicionados para melhorar a resistência mecânica e a tenacidade, para diminuir ou aumentar a resposta ao tratamento térmico e para retardar os pro- cessos de formação de carepa e corrosão. Aços de baixa liga são geralmente definidos como aqueles que possuem teor total de liga de 1,5% a 5,0%. Os elementos de liga mais comuns são o manganês, silício, cromo, níquel, molibdênio e vanádio. Aços de baixa liga podem conter quatro ou cinco desses elementos de liga em diversos teores. Aços de baixa liga possuem maior limite de escoamento e de re- sistência que aços doces ou aços carbono estruturais. Como eles apresentam altas razões resistência-peso, é possível reduzir o peso de carros, caminhões, equipamentos pesados, etc. com o uso de aços de baixa liga. Aços carbono comuns, que apresentam fragilidade a baixas tem- peraturas, não são confiáveis em aplicações críticas. Por isso, aços de baixa liga com adição de níquel são freqüentemente empregados em situações de baixa temperatura. Os aços perdem muito de sua resistência a altas temperaturas. Para evitar essa situação, são adicionadas pequenas quantidades de cromo ou de molibdênio. Aços de média liga Aços de média liga são definidos como aqueles que possuem te- or de elementos de liga entre 5% e 10%. 7
- 10. METALURGIA DA SOLDAGEM Apresentam características semelhantes às dos aços de baixa li- ga, requerendo, porém, maiores cuidados em sua fabricação e solda- gem. Aços de alta liga Esse grupo de aços, caros e para uso específico, contêm teor de elementos de liga ultrapassando 10%, resultando em propriedades químicas e mecânicas excepcionais. Aços austeníticos ao manganês contêm altos teores de carbono e manganês, que dão dois excepcionais atributos, a capacidade de endurecer sob trabalho a frio e grande tenacidade. O termo austeníti- co refere-se à estrutura cristalina desses aços. Aços inoxidáveis são aços de alta liga que possuem a capacida- de de resistir à corrosão. Essa característica provém do alto teor de cromo, normalmente acima de 10%. O níquel também é empregado em quantidades consideráveis em alguns aços inoxidáveis. Aços ferramenta são empregados em atividades de corte e con- formação. São aços de alta qualidade usados na fabricação de ferra- mentas, punções, matrizes de conformação, matrizes de extrusão, forjados, e assim por diante. Dependendo de suas propriedades e uso, esses aços são algumas vezes denominados como temperáveis na água, resistentes ao impacto, temperáveis ao óleo, temperáveis ao ar, e aços ferramenta para trabalho a quente. Devido aos altos teores de elementos de liga, são necessários cuidados e práticas especiais quando se soldam aços de alta liga. 8
- 11. METALURGIA DA SOLDAGEM Estrutura cristalina dos metais Quando um metal líquido é resfriado, seus átomos se arranjam em um modelo cristalino regular, e dizemos que o líquido se solidifi- cou ou se cristalizou. Sob o ponto de vista metalúrgico podemos dizer que o vidro (dióxido de silício, SiO2), em seu estado natural de um arranjo irregular dos átomos, apresenta-se no estado líquido. Sua altíssima viscosidade faz com que o ele leve muito tempo para fluir. Já o vidro temperado apresenta um arranjo cristalino regular próprio de um material sólido. Todos os metais se solidificam na forma cristalina. Num cristal os átomos ou as moléculas são mantidos numa posição determinada e não estão livres para se movimentar como as moléculas de um líqui- do ou de um gás. Esse posicionamento determinado é conhecido como rede cristalina. À medida que a temperatura de um cristal é aumentada, mais energia térmica (calor) é absorvida pelos átomos ou moléculas, e seu movimento de vibração aumenta. À medida que a distância entre os átomos aumenta, o arranjo cristalino se desfaz e o cristal se funde. Se a rede contiver apenas um tipo de átomo, como no ferro puro, as condições serão as mesmas em todos os pontos da rede, e o cristal fundir-se-á a uma determinada temperatura (veja a Figura 1). Entretanto, se a rede contiver dois ou mais tipos de átomos, co- mo em qualquer aço liga, a fusão pode se iniciar a uma temperatura mas não ocorrer de forma completa até que seja atingida uma tempe- ratura mais alta (veja a Figura 2). Isso cria uma situação em que exis- te uma combinação de líquido e sólido dentro de uma faixa de temperaturas. 9
- 12. METALURGIA DA SOLDAGEM Figura 1 - Transformação sólido-líquido, ferro puro Cada metal possui uma estrutura cristalina característica que se forma durante a solidificação e assim permanece enquanto o material ficar à temperatura ambiente. Entretanto, alguns metais podem sofrer alterações na estrutura cristalina à medida que a temperatura muda, fenômeno conhecido como transformação de fase. Por exemplo, o ferro puro solidifica-se a 1.535°C, quando o ferro delta (Fe-δ) trans- forma-se numa fase chamada ferro gama (Fe-γ). O ferro gama é co- mumente conhecido como austenita, e é uma estrutura não magnéti- ca. À temperatura de 910°C, o ferro puro transforma-se novamente na estrutura de ferro delta, porém a essa temperatura a fase é deno- minada ferro alfa (Fe-α). Essas duas fases possuem nomes diferen- tes para separar claramente a fase a alta temperatura (Fe-δ) da fase a baixa temperatura (Fe-α). A capacidade de os átomos de um material 10
- 13. METALURGIA DA SOLDAGEM se transformarem em duas ou mais estruturas cristalinas a temperatu- ras diferentes é definida como alotropia. Os aços são ligas metálicas alotrópicas. Figura 2 - Transformação sólido-líquido, liga metálica Então os metais sólidos possuem uma estrutura cristalina na qual os átomos de cada cristal são arrumados num modelo geométrico específico. Esse arranjo ordenado de átomos, chamado de rede cris- talina, é responsável por muitas das propriedades dos metais. As estruturas de rede mais comuns encontradas nos metais estão lista- das na Tabela I, e seus arranjos atômicos estão ilustrados na Figura 3. 11
- 14. METALURGIA DA SOLDAGEM Estruturas cristalinas comuns dos metais Cúbico de faces centradas [Figura 3(a)] 1 alumínio cobalto cobre ouro 2 ferro chumbo níquel prata Cúbico de corpo centrado [Figura 3(b)] cromo ferro2 molibdênio nióbio 3 titânio tungstênio vanádio zircônio3 Hexagonal compacto [Figura 3(c)] 1 cobalto magnésio estanho 3 3 titânio zinco zircônio 1 O cobalto é cúbico de faces centradas a altas tempe- raturas e transforma-se em hexagonal compacto a baixas temperaturas. 2 O ferro é cúbico de corpo centrado (Fe-δ) próximo à temperatura de fusão e novamente a baixas tempera- turas (Fe-α), mas a temperaturas intermediárias o ferro é cúbico de faces centradas (Fe-γ). 3 O titânio e o zircônio são cúbicos de faces centradas a altas temperaturas e hexagonais compactos a bai- xas temperaturas. Tabela I - Estruturas cristalinas comuns dos metais Os elementos de liga, chamados de solutos, ficam localizados na matriz do metal predominante em um ou em dois modos. Os átomos de soluto podem ocupar os sítios da rede substituindo alguns dos átomos da matriz, chamados de solvente. Alternativamente, se os átomos de soluto forem suficientemente pequenos, eles podem se ajustar nos espaços entre os átomos do solvente. 12
- 15. METALURGIA DA SOLDAGEM Figura 3 - As três estruturas cristalinas mais comuns dos metais Elemento de liga substitucional Se os átomos do soluto ocuparem os lugares da rede conforme está mostrado na Figura 4, então o tipo de liga é chamado de solução sólida substitucional. 13
- 16. METALURGIA DA SOLDAGEM Figura 4 - Soluções sólidas substitucionais Elemento de liga intersticial Quando os átomos do soluto forem pequenos em relação aos á- tomos da matriz então eles podem se localizar (ou se dissolver) nos espaços entre os átomos da matriz sem ocupar sítios da rede cristali- na. Esse tipo de solução sólida é chamada intersticial, e é ilustrada na Figura 5. Pequenas quantidades de carbono, nitrogênio e hidrogênio podem se ligar intersticialmente ao ferro e a outros metais. Figura 5 - Soluções sólidas intersticiais 14
- 17. METALURGIA DA SOLDAGEM Ligas multifásicas Às vezes os átomos do soluto não podem se dissolver comple- tamente, tanto intersticial quanto substitucionalmente. O resultado em tais casos é a formação de grupos atômicos mistos (diferentes estru- turas cristalinas) dentro de uma única liga. Cada estrutura cristalina diferente é designada uma fase e a liga é denominada liga multifási- ca. As fases individuais podem se distinguir entre si pela observação através de um microscópio com aumento de 50 a 2000 vezes quando a liga é adequadamente preparada. O processo de lixar, polir, atacar e examinar os metais com o auxílio de um microscópio é chamado de metalografia. O ensaio metalográfico é um método de estudar as ca- racterísticas dos metais e ligas metálicas. Um exemplo de liga multifásica é o aço de baixo carbono perlítico com estrutura cristalina composta de duas fases, a ferrita e os carbo- netos de ferro. Metais comerciais consistem de um elemento básico ou primário e pequenas quantidades de um ou mais elementos de liga. Os ele- mentos de liga podem ser intencionalmente acrescentados ou, então, podem ser residuais. Metais comerciais podem ser ligas monofásicas ou multifásicas. Cada fase possui sua própria estrutura cristalina. O arranjo geral dos grãos, contornos de grão e fases presentes numa liga metálica é chamado de microestrutura da liga. A microestrutura é fortemente responsável pelas propriedades físicas e mecânicas do metal. Ela é afetada pela composição química, tratamento térmico e histórico mecânico do metal. A microestrutura é afetada pela soldagem por causa de seus efeitos térmicos ou mecânicos, ou ambos, mas as alterações ficam confinadas à região da solda. As alterações metalúrgicas na região local do metal de base (chamada de zona termicamente afetada) podem ter um profundo efeito no desempenho em serviço de uma junta soldada. 15
- 18. METALURGIA DA SOLDAGEM Grãos e contornos de grão À medida que o metal é resfriado até seu ponto de solidificação, um pequeno agrupamento de átomos começa a se arranjar numa estrutura cristalina (veja a Figura 6). Esses pequenos cristais espa- lhados no meio líquido encontram-se orientados em todas as direções e, à medida que a solidificação continua, mais cristais se formam a partir do metal líquido circundante. Normalmente os cristais assumem a forma de dendritas, ou de uma estrutura em forma de árvore. Com a continuação do processo de solidificação os cristais começam a se tocar, dificultando sua liberdade de crescimento, de modo que o líqui- do remanescente se solidifica na forma de cristais adjacentes até o término da solidificação. Agora o sólido compõe-se de cristais indivi- duais usualmente em orientações diferentes. O encontro dos cristais entre si é denominado contorno de grão (veja a Figura 7). Figura 6 - Processo de solidificação dos metais Uma série de condições influencia o tamanho de grão inicial. É importante saber que a taxa de resfriamento e a temperatura têm grande influência na estrutura de grãos recentemente solidificada e no tamanho de grão. 16
- 19. METALURGIA DA SOLDAGEM Figura 7 - Contorno de grão (esquemático) A formação dos primeiros cristais se inicia no local de menor temperatura da solda. Esse local situa-se no ponto onde o metal fun- dido e o metal de base não fundido se encontram. Com a continuação do processo de solidificação pode ser observado que os grãos no centro são menores e possuem uma textura mais fina que os grãos localizados nos limites exteriores do depósito de solda (veja a Figura 8). Esse fenômeno ocorre porque, à medida que o metal de solda se resfria, o calor do centro do depósito de solda dissipar-se-á em dire- ção ao metal de base através dos grãos mais externos que se solidifi- caram primeiro. Conseqüentemente, esses grãos permanecem, já no estado sólido, mais tempo a altas temperaturas, o que favorece seu crescimento. O tamanho de grão pode ter efeito na integridade da solda no sentido que grãos pequenos são mais resistentes e mais dúcteis que grãos grandes. Se surgir uma trinca, a tendência é que ela se inicie na área onde os grãos são maiores. Muitos fenômenos singulares que afetam as propriedades mecâ- nicas de uma liga a baixas e a altas temperaturas ocorrem em con- tornos de grão, onde o ordenamento dos átomos é irregular. Existem muitos vazios ou átomos ausentes nos contornos de grão. Os espa- ços entre os átomos podem ser maiores que o normal, permitindo que 17
- 20. METALURGIA DA SOLDAGEM átomos individuais se desloquem com relativa facilidade. Por causa disso, a difusão dos elementos (o movimento dos átomos individuais) através da rede cristalina do solvente geralmente acontece mais rapi- damente nos contornos de grão que em seu interior. A desordem re- sultante torna mais fácil para átomos grandes segregarem nos con- tornos de grão. Tais segregações levam freqüentemente à formação de fases indesejáveis que afetam adversamente as propriedades do metal como redução da ductilidade ou aumento da susceptibilidade à fissuração durante a soldagem ou tratamento térmico. Figura 8 - Processo de solidificação de uma junta soldada Metais com granulação fina possuem geralmente melhores pro- priedades mecânicas para serviço à temperatura ambiente e a baixas temperaturas. Por outro lado, metais com granulação grosseira apre- sentam geralmente melhor desempenho a altas temperaturas. Para sumarizar essa seção deve ser compreendido que todos os metais se compõem de cristais (grãos). A forma e as características dos cristais são determinadas pelo arranjo de seus átomos. O arranjo atômico de um elemento pode mudar a diferentes temperaturas, sen- do que esse arranjo atômico — ou a microestrutura — determina as propriedades dos metais. 18
- 21. METALURGIA DA SOLDAGEM Influência dos elementos de liga Ligar é o processo de adicionar um metal ou um não metal aos metais puros tais como cobre, alumínio ou ferro. Desde o tempo em que se descobriu que as propriedades dos metais puros poderiam ser melhoradas adicionando-se outros elementos, os aços ligados torna- ram-se mais conhecidos. Na realidade os metais que são soldados raramente estão no estado puro. As propriedades mais importantes que podem ser melhoradas pela adição de pequenas quantidades de elementos de liga são a dureza, a resistência mecânica, a ductilidade e a resistência à corrosão. Os elementos de liga mais comuns e seus efeitos nas propriedades dos aços são os seguintes: Carbono (C) O carbono é o elemento mais eficaz, mais empregado e de me- nor custo disponível para aumentar a dureza e a resistência dos aços. Uma liga contendo até 2,0% de carbono em combinação com o ferro é denominada aço, enquanto que a combinação com teor de carbono acima de 2,0% é conhecida como ferro fundido. Embora o carbono seja um elemento de liga desejável, teores altos desse elemento po- dem causar problemas; por isso, é necessário um cuidado especial quando se soldam aços de alto teor de carbono e ferro fundido. Enxofre (S) O enxofre é normalmente um elemento indesejável no aço por- que causa fragilidade. Pode ser deliberadamente adicionado para melhorar a usinabilidade do aço. O enxofre causa a quebra dos cava- cos antes que eles se enrolem em longas fitas e obstruam a máquina. 19
- 22. METALURGIA DA SOLDAGEM Normalmente todo esforço é feito para reduzir o teor de enxofre para o menor nível possível porque ele pode criar dificuldades durante a soldagem. Manganês (Mn) O manganês em teores até 1,0% está normalmente presente em todos os aços de baixa liga como agente desoxidante ou dessulfuran- te. Isso significa que ele prontamente se combina com o oxigênio e o enxofre para neutralizar o efeito indesejável que esses elementos possuem quando estão em seu estado natural. O manganês também aumenta a resistência à tração e a temperabilidade dos aços. Cromo (Cr) O cromo, combinado com o carbono, é um poderoso elemento de liga que aumenta a dureza dos aços. Adicionalmente as suas proprie- dades de endurecimento, o cromo aumenta a resistência à corrosão e a resistência do aço a altas temperaturas. É o principal elemento de liga dos aços inoxidáveis. Níquel (Ni) A principal propriedade do aço que é melhorada pela presença do níquel é sua ductilidade ou sua tenacidade ao entalhe. A esse res- peito é o mais eficaz dos elementos de liga para melhorar a resistên- cia ao impacto do aço a baixas temperaturas. Consumíveis com alto teor de níquel são empregados para soldar os diversos tipos de ferro fundido. É também utilizado combinado com o cromo para dar origem ao grupo denominado aços inoxidáveis austeníticos. 20
- 23. METALURGIA DA SOLDAGEM Molibdênio (Mo) O molibdênio aumenta fortemente a profundidade de têmpera ca- racterística do aço. É muito usado em combinação com o cromo para aumentar a resistência do aço a altas temperaturas. Esse grupo de aços é referido como aços ao cromo-molibdênio. Silício (Si) A função mais comum do silício nos aços é como agente desoxi- dante. Normalmente aumenta a resistência dos aços, mas quantida- des excessivas podem reduzir a ductilidade. Em consumíveis de sol- dagem é algumas vezes adicionado para aumentar a fluidez do metal de solda. Fósforo (P) O fósforo é considerado um elemento residual nocivo nos aços porque reduz fortemente sua ductilidade e tenacidade. Normalmente todo esforço é feito para reduzir o teor de fósforo para os menores níveis possíveis. Entretanto, em alguns aços o fósforo é adicionado em quantidades muito pequenas para aumentar sua resistência. Alumínio (Al) O alumínio é basicamente empregado como um agente desoxi- dante dos aços. Ele pode também ser adicionado em quantidades muito pequenas para controlar o tamanho dos grãos. 21
- 24. METALURGIA DA SOLDAGEM Cobre (Cu) O cobre contribui fortemente para aumentar a resistência à cor- rosão dos aços carbono pelo retardamento da formação de carepa à temperatura ambiente, porém altos teores de cobre podem causar problemas durante a soldagem. Nióbio (Nb) O nióbio é empregado em aços inoxidáveis austeníticos como es- tabilizador de carbonetos. Já que o carbono nos aços inoxidáveis diminui a resistência à corrosão, um dos modos de torná-lo ineficaz é a adição de nióbio, que possui maior afinidade pelo carbono que o cromo, deixando este livre para a proteção contra a corrosão. Tungstênio (W) O tungstênio é usado nos aços para dar resistência a altas tem- peraturas. Ele também forma carbonetos que são extremamente du- ros e portanto possuem excepcional resistência à abrasão. Vanádio (V) O vanádio mantém o tamanho de grão pequeno após tratamento térmico. Ele também ajuda a aumentar a profundidade de têmpera e resiste ao amolecimento dos aços durante os tratamentos térmicos de revenimento. 22
- 25. METALURGIA DA SOLDAGEM Nitrogênio (N) Usualmente é feito todo esforço para eliminar o hidrogênio, o oxi- gênio e o nitrogênio dos aços porque sua presença causa fragilidade. O nitrogênio tem a capacidade de formar estruturas austeníticas; por isso, é ocasionalmente adicionado aos aços inoxidáveis austeníticos para reduzir a quantidade de níquel necessária e, portanto, os custos de produção desses aços. Sumário de elementos de liga Deve ser entendido que a adição de elementos a um metal puro pode influenciar a forma cristalina da liga resultante. Se um metal puro possuir características alotrópicas (capacidade de um metal alterar sua estrutura cristalina) a uma temperatura específica, então essa característica ocorrerá a uma faixa de temperatura no metal ligado, e não a uma determinada temperatura como é típico de metais puros. A faixa à qual a mudança ocorre pode ser estreita ou larga, dependendo das ligas e das quantidades de elementos de liga adi- cionados. Todas essas transformações induzidas por elementos de liga dependem do aporte térmico e da taxa de resfriamento. Esses fatores são controlados na siderúrgica, mas como a atividade de sol- dagem envolve aquecimento e resfriamento heterogêneos do metal, é necessário um cuidado especial durante a soldagem de aços de bai- xa, média e alta liga. 23
- 26. METALURGIA DA SOLDAGEM Tratamentos térmicos A temperatura à qual o metal é aquecido, o período de tempo em que ele é mantido àquela temperatura e a taxa sob a qual ele é resfri- ado, todos esses parâmetros influenciam na estrutura cristalina do metal. Essa estrutura cristalina, normalmente denominada microestru- tura, determina as propriedades específicas dos metais. Há vários modos de se manipular a microestrutura, seja na siderúrgica ou no procedimento de soldagem. Dentre os métodos mais comuns de se manipular a microestrutura estão os tratamentos térmicos. Tratamentos térmicos raramente são requeridos para aços de baixo carbono ou estruturais, embora sejam ocasionalmente empre- gados para evitar empenamento ou para garantir baixa dureza e facili- tar a usinagem. Pré-aquecimento Os metais em sua maioria são bons condutores de calor. Conse- qüentemente o calor na região de soldagem é rapidamente escoado por toda a massa envolvida no processo, acarretando um resfriamen- to relativamente rápido. Em alguns metais esse resfriamento rápido pode contribuir para a formação de microestruturas prejudiciais na região de soldagem. O pré-aquecimento da junta a ser soldada é uma maneira de reduzir a taxa de resfriamento do metal. A temperatura de pré-aquecimento pode variar de 50°C a 540°C, sendo mais comu- mente aplicada na faixa de 150°C a 200°C. Durante a soldagem de aços de alto carbono ou de alta liga exis- te o perigo de que o depósito de solda e a zona termicamente afetada contenham altos percentuais de martensita, um constituinte duro do aço. Tais soldas possuem alta dureza e baixa ductilidade e podem 24
- 27. METALURGIA DA SOLDAGEM mesmo vir a trincar durante o resfriamento. O objetivo do pré- aquecimento (e também do pós-aquecimento) é manter o teor de martensita da solda a um nível mínimo. De ambos os tratamentos resultam melhor ductilidade, baixa dureza e menor probabilidade de fissuração durante o resfriamento. A martensita forma-se realmente durante o resfriamento da solda e da zona termicamente afetada. A quantidade de martensita formada pode ser limitada reduzindo-se a taxa de resfriamento da solda. O pré-aquecimento aumenta a temperatura do metal vizinho à solda, de tal modo que o gradiente de temperatura (isto é, a diferença de tem- peratura) entre a solda e sua vizinhança fique reduzido. O resultado é que a zona de soldagem aquecida resfria-se mais lentamente, visto que a taxa de resfriamento é diretamente proporcional ao gradiente de temperatura entre as massas quente e fria. Em resumo, o pré-aquecimento reduz: o risco de trincas por hidrogênio; as tensões de contração; a dureza na zona termicamente afetada (ZTA). Se esses tratamentos térmicos devem ou não ser aplicados de- pende do teor de carbono e de outros elementos de liga no metal sendo soldado. Se corpos de prova soldados sem tratamento térmico apresentarem baixa ductilidade ou dureza muito alta, é indicativo da necessidade de pré-aquecimento ou pós-aquecimento. Além da com- posição química, a rigidez da junta a ser soldada e o processo de soldagem também influenciam a necessidade de se realizar um pré- aquecimento. A necessidade do pré-aquecimento aumenta com os seguintes fatores: teor de carbono do material de base; teor de ligas do material de base; tamanho da peça; 25
- 28. METALURGIA DA SOLDAGEM temperatura inicial; velocidade de soldagem; diâmetro do consumível. Como determinar a temperatura de pré-aquecimento A composição do material de base deve ser conhecida para se escolher a temperatura de pré-aquecimento correta, pois ela é contro- lada por dois principais fatores: o teor de carbono do material de base; o teor de ligas do material de base; Basicamente quanto maior for o teor de carbono do material de base, maior será a temperatura de pré-aquecimento requerida. Esse raciocínio se aplica também ao teor de ligas, mas num grau levemen- te menor. Um método simples para determinar a necessidade de pré- aquecimento de uma solda é o do carbono equivalente (Ceq). A tem- perabilidade de um aço está relacionada ao seu teor de carbono a- crescido dos teores de certos elementos de liga. Quanto maior for o carbono equivalente maior será a temperatura de pré-aquecimento requerida. Outros fatores importantes para se determinar a temperatura de pré-aquecimento são a espessura e o tamanho do componente. A temperatura de pré-aquecimento aumenta com o tamanho e a espes- sura do componente. Para o cálculo do carbono equivalente determina-se o teor apro- ximado de outros elementos de liga que produzem a mesma dureza que 1% de carbono. Então o carbono equivalente (Ceq), que é uma indicação da temperabilidade, pode ser calculado por: 26
- 29. METALURGIA DA SOLDAGEM %Mn %Ni %Mo %Cr %Cu [4] C eq = %C + + + + + 6 15 4 5 13 NOTA: O Ceq calculado da análise de panela é normalmente menor que o Ceq baseado na análise do produto por causa da segregação que ocorre no lingo- te. Essa fórmula é válida quando os teores estão dentro das faixas: %C < 0,50 %Mn < 1,60 %Ni < 3,50 %Mo < 0,60 %Cr < 1,00 %Cu < 1,00 Outra equação para o carbono equivalente, largamente utilizada, é dada pelo IIW (International Institute of Welding): %Mn %Cr + %Mo + %V %Ni + %Cu [5] C eq = %C + + + 6 5 15 A espessura do metal de base pode tornar necessário o pré- aquecimento mesmo para aços de baixo carbono. Existem vários métodos para se calcular a temperatura de pré-aquecimento conside- rando também a espessura, sendo as Equações [6] e [7] as mais usuais. [6] Temperatur a de pré - aqueciment o ( o C) = 350 × C eqtotal − 0,25 onde [7] C eqtotal = 0,005 × C eq × espessura (mm) 27
- 30. METALURGIA DA SOLDAGEM onde o carbono equivalente pode ser calculado pelas Equações [4] ou [5] ou mesmo por outra fórmula mais conveniente. A Tabela II fornece valores sugeridos de temperaturas de pré- aquecimento para diferentes valores de carbono equivalente: Carbono equivalente Temperatura de Ceq pré-aquecimento (%) recomendada < 0,30 opcional 0,31 - 0,45 100°C - 200°C 0,45 - 0,60 200°C - 250°C > 0,60 250°C - 300°C Aços ferramenta, aços mola, ~ 300°C aços de composição desconhecida Tabela II - Temperatura de pré-aquecimento recomendada x Ceq Alguns aços, particularmente aqueles possuindo carbono equiva- lente maior que 0,45%, podem requerer, além de pré-aquecimento, pós-aquecimento. Esses tratamentos são especialmente recomenda- dos para a soldagem de seções espessas. Entretanto, para a maioria dos aços carbono e de baixa liga, apenas o pré-aquecimento é ne- cessário de um modo geral. O pré-aquecimento a 120 - 150°C é geralmente empregado na soldagem multipasse em seções de espessura maior que 25 mm para reduzir a susceptibilidade da solda à fissuração. Quando a temperatura de pré-aquecimento correta for determi- nada é essencial que esta temperatura seja medida e mantida duran- te a operação de soldagem. Normalmente todas aplicações que re- querem pré-aquecimento requerem também resfriamento lento. 28
- 31. METALURGIA DA SOLDAGEM Pós-aquecimento Pós-aquecimento, dentro deste contexto, significa o aquecimento da junta soldada imediatamente após a solda ter sido realizada. É bem diferente de outros tratamentos executados após o resfriamento da solda tais como alívio de tensões, revenimento e recozimento. O pós-aquecimento tem a mesma função do pré-aquecimento: mantém a temperatura da peça em um nível suficientemente elevado de tal maneira que a junta soldada resfrie lentamente. Assim como no pré-aquecimento, o resultado é uma ductilidade maior na região da solda. O pós-aquecimento raramente é aplicado de forma isolada; é quase sempre conjugado com o pré-aquecimento. O pós-aquecimento é mais freqüentemente empregado em aços altamente temperáveis, mas algumas vezes é utilizado em aços me- nos temperáveis se for difícil a aplicação de um pré-aquecimento adequado devido à dimensão das peças sendo soldadas. Além do pré-aquecimento e do pós-aquecimento vários outros tratamentos térmicos são empregados em juntas soldadas para influ- enciar nas propriedades do metal de solda: alívio de tensões; recozimento pleno; normalização; têmpera; revenimento. Esses tratamentos são similares de dois pontos de vista. Primei- ro, usualmente requerem temperaturas mais altas que o pré- aquecimento e o pós-aquecimento. Segundo, embora sejam ativida- des de "pós-aquecimento" no sentido de que são aplicados após a solda ter sido executada, diferem do pós-aquecimento no fato de que a solda é deixada resfriar antes que o tratamento seja iniciado. São 29
- 32. METALURGIA DA SOLDAGEM largamente utilizados em soldas de aços carbono bem como de aços de baixa, média e alta liga. Alívio de tensões Os metais se expandem quando aquecidos e se contraem quan- do resfriados. A dilatação é diretamente proporcional à variação de temperatura ou, de outro modo, à quantidade de calor aplicada. Numa junta soldada o metal mais próximo da solda está sujeito às mais altas temperaturas e, à medida que aumenta a distância da solda, a temperatura máxima atingida diminui. O aquecimento heterogêneo causa contração–expansão também heterogênea e pode causar dis- torções e tensões internas no metal de solda. Dependendo de sua composição e aplicação o metal pode não ser capaz de resistir a es- sas tensões e trincar ou pode ocorrer falha prematura da peça. Uma maneira de minimizar essas tensões ou de aliviá-las é pelo aqueci- mento uniforme da estrutura após a soldagem ter sido realizada. O metal é aquecido a temperaturas logo abaixo do ponto onde possa ocorrer alguma alteração microestrutural e então é resfriado lenta- mente. Seguindo a atividade de soldagem, o resfriamento e a contração do metal de solda originam tensões na solda e nas regiões adjacen- tes. O objetivo do alívio de tensões é reduzir essas tensões. Esse tratamento leva a junta soldada a uma condição mais durável; a ducti- lidade é aumentada sobremaneira, embora a resistência mecânica diminua ligeiramente. Certos códigos permitem maiores tensões de projeto, desde que seja aplicado o alívio de tensões. Tipicamente, o alívio de tensões consiste no aquecimento da peça a uma temperatu- ra em torno de 600°C e em sua manutenção por uma hora para cada 25 mm de espessura. O conjunto é então resfriado lentamente em ar calmo até 300°C. Se temperaturas altas como 600°C forem impraticá- veis, podem ser empregadas temperaturas mais baixas com um tem- 30
- 33. METALURGIA DA SOLDAGEM po de encharcamento mais longo. A Tabela III ilustra os tempos reco- mendados conforme a temperatura empregada para o alívio de ten- sões. TEMPO E TEMPERATURA DE ALÍVIO DE TENSÕES Temperatura Tempo (°C) (h/25 mm) 595 1 565 2 535 3 510 5 480 10 Tabela III - Tempo e temperatura de alívio de tensões Recozimento pleno O recozimento pleno possui outra função adicional em relação ao alívio de tensões simples: além de levar a peça soldada a uma condi- ção sem tensões, assegura ductilidade e baixa dureza à solda e à zona termicamente afetada. Além disso, consegue-se também uma microestrutura fina e uniforme. Esse tratamento térmico consiste: no aquecimento do conjunto 30°C a 60°C acima da temperatura crítica, isto é, aquela em que ocorre a alteração microestrutural (nos aços, de 840°C até 1.000°C): na manutenção do patamar de temperatura por um tempo sufici- ente para promover uma mudança uniforme; e no resfriamento lento do conjunto, usualmente dentro do forno. 31
- 34. METALURGIA DA SOLDAGEM Peças soldadas raramente sofrem recozimento porque tempera- turas muito altas podem causar distorções na estrutura soldada. Normalização Esse tratamento é na realidade uma outra forma de recozimento. As temperaturas utilizadas são as mesmas que no caso do recozi- mento (usualmente 60°C acima da temperatura de transformação microestrutural), mas a normalização pressupõe resfriamento em ar calmo até a temperatura ambiente em vez de resfriamento no forno. As tensões internas são aliviadas, porém a solda não fica com a mesma ductilidade e baixa dureza obtidas com o recozimento pleno. Pelos tratamentos térmicos de alívio de tensões e recozimento ou normalização há uma restauração parcial ou completa das propri- edades originais dos aços (veja a Figura 9). Figura 9 - Alterações microestruturais e mecânicas decorrentes dos trata- mentos térmicos pós-soldagem (esquemático) 32
- 35. METALURGIA DA SOLDAGEM Têmpera A dureza de um aço pode ser aumentada aquecendo-o de 30°C a 60°C acima da temperatura de alteração microestrutural, e então mergulhando o metal em uma solução líquida que rapidamente o resfrie. O resfriamento rápido, conhecido como têmpera, forma uma microestrutura denominada martensita, que distorce a rede cristalina do aço e aumenta sua dureza e sua resistência mecânica. As solu- ções de têmpera usadas nesse processo são classificadas de acordo com a velocidade com que resfriam o metal, isto é, óleo (rápido), á- gua (mais rápido) e salmoura (o mais rápido). Revenimento Depois que o metal sofre têmpera, é usualmente revenido. O re- venimento é um processo no qual o metal é reaquecido até uma tem- peratura abaixo de 725°C, mantido a essa temperatura por um certo intervalo de tempo, e então resfriado até a temperatura ambiente. O revenimento reduz a fragilidade que é característica dos aços tempe- rados, produzindo portanto um balanço entre alta resistência e tena- cidade. O termo tenacidade, aplicado aos metais, normalmente signi- fica resistência à fratura frágil ou tenacidade ao entalhe sob certas condições ambientais. Os aços que sofrem esse tipo de tratamento térmico são conhecidos como aços temperados e revenidos. 33
- 36. METALURGIA DA SOLDAGEM Capítulo 2 Propriedades e ensaios dos metais A utilidade de um metal específico é determinada pelo clima e condições nas quais ele será empregado. Um metal que é estampado para transformar-se em um pára-lama de automóvel deve ser mais macio e flexível que uma chapa de blindagem que sofrerá esforços dinâmicos. Por outro lado, um material utilizado em um oleoduto em ambiente de baixa temperatura deve apresentar desempenho bem diferente de outro material empregado em caldeiras. Torna-se eviden- te que, antes que um metal seja recomendado para uma aplicação específica, devem ser avaliadas as propriedades físicas e mecânicas do metal de base e do metal de solda projetados para a junta a ser soldada. Algumas das propriedades mais importantes dos metais do ponto de vista da soldagem e as técnicas de avaliação são mostradas a seguir. Tensão O conceito de tensão pode ser entendido como uma razão entre a carga aplicada e a área resistente. 34
- 37. METALURGIA DA SOLDAGEM força [8] tensão = área Normalmente, a carga é medida em: quilograma-força (Kgf), que é o peso exercido por uma massa de 1 Kg; newton (N); libra-força (p). A área resistente pode normalmente ser medida em: milímetro quadrado (mm2), que é a área representada por um quadrado de 1 mm de lado; polegada quadrada (in2), que é a área representada por um qua- drado de uma polegada de lado. Podemos então relacionar as diversas grandezas nas unidades do Sistema Internacional e do Sistema Inglês: [9] 1 p = 4,448 N [10] 1Kgf = 9,807 N [11] 1 in = 25,4 mm [12] 1 in 2 = 645,16 mm 2 Sistema Internacional: MN N [13] unidade de tensão = = = MPa 2 mm mm 2 Sistema Inglês: p [14] unidade de tensão = ksi = 1000 psi = 1000 in 2 35
- 38. METALURGIA DA SOLDAGEM Então, como se relacionam as unidades? 4,448 N N [15] 1ksi = 1000 = 6,895 = 6,895 MPa 645,16 mm 2 mm 2 [16] 1 ksi = 6,895 MPa [17] 1MPa = 145,0326 psi Deformação Considere que duas marcas sejam feitas na superfície de um corpo de prova em estado não deformado e que L0 seja a distância inicial entre as duas marcas. Carregando-se o corpo de prova haverá um aumento na distância entre as duas marcas, de modo que a nova distância entre elas seja L. A deformação absoluta (deformation) é definida como a diferença entre as distâncias final e inicial. [18] deformação absoluta (mm) = ∆L = L - L 0 A deformação relativa (strain) é definida como a variação relativa nas dimensões, isto é, a razão entre a diferença entre as dimensões final L e inicial L0 e a dimensão inicial L0. Não importa em que unidade de comprimento as dimensões sejam medidas, porque a deformação é uma grandeza adimensional. L L - L0 [19] deformação relativa = = L0 L0 36
- 39. METALURGIA DA SOLDAGEM Ensaio de tração A resistência à tração é um dos mais importantes fatores na sele- ção do material, especialmente se for membro estrutural, parte de uma máquina ou de um vaso de pressão. O ensaio de tração é realizado conforme está mostrado na Figura 10. O corpo de prova é usinado para as dimensões exatas estabele- cidas por norma e preso à máquina de tração em ambas as extremi- dades. Ele é então tracionado até o ponto de ruptura e as informa- ções são registradas num gráfico. Figura 10 - Equipamento para ensaios de tração O teste de tração fornece quatro informações básicas: limite de escoamento; limite de resistência; alongamento; 37
- 40. METALURGIA DA SOLDAGEM redução de área. Limite de escoamento Quando um metal é tracionado até seu limite de escoamento, ele sofre um aumento no comprimento, porém retorna as suas dimensões originais quando cessa o esforço ao qual havia sido submetido. Di- zemos que esteve sob o regime elástico, representado pela letra A da Figura 11. À medida que a carga aumentar, o metal atingirá um ponto além do qual o corpo de prova não mais retornará a sua dimensão original quando cessar a carga. Figura 11 - Curva carga–alongamento A tensão limite de escoamento é definida como o ponto em que o metal atinge o limite de suas características elásticas, não mais retor- nando a sua forma original. A unidade dessa grandeza é N/mm2 ou MPa. A fórmula para se calcular a tensão limite de escoamento (LE) é carga de escoamento (N) [20] LE (MPa) = área da seção resistente inicial (mm 2 ) 38
- 41. METALURGIA DA SOLDAGEM Limite de resistência Uma vez que o metal excedeu seu limite de escoamento, conti- nuará a se deformar e, se a carga for subitamente aliviada, não retor- nará a sua forma original, mas permanecerá com uma deformação residual. Esse fenômeno é denominado deformação plástica e está representado pela letra B da Figura 11. A deformação plástica aumen- ta para promover um alívio nas tensões trativas, tornando-se neces- sário que a carga continue aumentando para continuar a deformar plasticamente o metal. Finalmente chega-se a um ponto em que o metal não consegue mais sofrer deformação plástica e a carga atinge seu valor máximo. Dizemos que o material atingiu sua capacidade máxima de encruamento. A tensão limite de resistência é definida como o ponto em que o corpo de prova atinge a carga máxima durante o ensaio de tração. A unidade dessa grandeza é N/mm2 ou MPa. A fórmula para se calcular a tensão limite de resistência (LR) é carga máxima (N) [21] LR (MPa) = área da seção resistente inicial (mm 2 ) Alongamento Antes que um corpo de prova de tração seja colocado na máqui- na duas marcas devem ser feitas a uma determinada distância na parte útil do corpo de prova. Após a fratura do corpo de prova a dis- tância entre as marcas é medida e o alongamento é calculado toman- do-se como referência a distância original entre as duas marcas (veja a Figura 11). O valor do alongamento é percentual (%) e fornece uma indicação da ductilidade do metal à temperatura ambiente. A fórmula para se calcular o alongamento (AL) é 39
- 42. METALURGIA DA SOLDAGEM compriment o final (mm) - compriment o inicial (mm) [22] AL (%) = × 100 compriment o inicial (mm) Redução de área À medida que o corpo de prova é carregado até o ponto de fratu- ra, a área da seção resistente diminui, veja a Figura 11. Essa área reduzida é calculada e registrada como um percentual da área da seção original do corpo de prova. O valor da redução de área é per- centual (%) e mede a ductilidade ou a fragilidade relativa do metal. A fórmula para se calcular a redução de área (RA) é área inicial (mm 2 ) - área final (mm 2 ) [23] RA (%) = × 100 área inicial (mm 2 ) Ductilidade, tenacidade e fragilidade O comportamento de um metal ou liga metálica em fratura pode ter várias classificações, dependendo do critério abordado. Sob o ponto de vista de energia absorvida durante o processo de fratura, podemos ter a fratura frágil, associada com uma pequena quantidade de energia absorvida e a fratura tenaz, onde é consumida uma grande quantidade de energia antes de ocorrer a fratura. Sob o ponto de vista da deformação plástica que ocorre na vizi- nhança das superfícies de fratura, a fratura pode ser classificada co- mo dúctil ou frágil. Quando a deformação plástica precedendo a fratu- ra é intensa, dizemos que a fratura é dúctil. Como a deformação plás- tica ocorre com consumo de energia, a fratura dúctil está vinculada a um comportamento tenaz. Por outro lado, a fratura frágil é aquela que 40
- 43. METALURGIA DA SOLDAGEM ocorre com baixo nível de deformação plástica e portanto com pe- queno consumo de energia. Sob o ponto de vista de micromecanismos de fratura, podemos dizer que a fratura dúctil normalmente ocorre por cisalhamento, en- quanto que a fratura frágil ocorre por clivagem. Assim, podemos sumarizar as diversas classificações dos pro- cessos de fratura conforme mostra a Tabela IV: Ponto de vista Classificação da Fratura Modo cristalográfico cisalhamento clivagem Aspecto da fratura fibrosa granular Deformação plástica dúctil frágil Energia absorvida tenaz frágil Tabela IV - Diversas classificações dos processos de fratura Encruamento Quando os metais são deformados plasticamente à temperatura ambiente ocorre uma série de alterações microestruturais. Cada grão individual deve mudar sua forma para acompanhar a deformação como um todo. À medida que a deformação prossegue cada grão é deformado, e conseqüentemente ele se torna mais resistente e mais duro, ficando mais difícil deformá-lo posteriormente, isto é, sua ducti- lidade diminui. Esse comportamento é denominado encruamento (work hardening), veja a Figura 12. 41
- 44. METALURGIA DA SOLDAGEM Figura 12 - Curva de encruamento (esquemática) Da mesma forma, quando o metal é deformado abaixo de sua temperatura crítica ocorre um aumento gradativo em sua dureza e resistência e uma diminuição em sua ductilidade. Esse fenômeno é conhecido como trabalho a frio (cold working). Temperatura de transição Normalmente os materiais apresentam uma variação de tenaci- dade ou de ductilidade com a variação da temperatura. Metais com estrutura cristalina cúbica de faces centradas como, por exemplo, cobre, alumínio, níquel e aço inoxidável austenítico apresentam uma 42
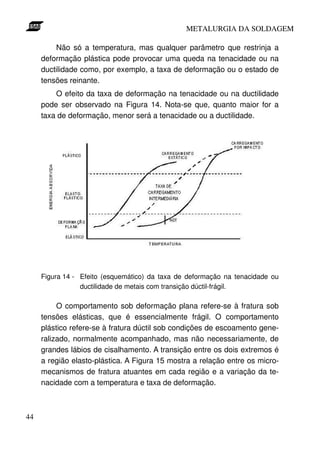
- 45. METALURGIA DA SOLDAGEM queda suave de tenacidade com a diminuição da temperatura. Por sua vez, metais com estrutura cristalina cúbica de corpo centrado como, por exemplo, aços ferríticos, apresentam sensível queda em tenacidade em uma certa faixa de temperatura. A Figura 13 ilustra, de forma esquemática, a variação de tenacidade com a temperatura, para ambos os tipos de estrutura cristalina. Figura 13 - Curvas de ductilidade em função da temperatura Deve ser notado que a causa da transição do comportamento dos aços ferríticos de dúctil para frágil quando a temperatura diminui é uma mudança no modo metalúrgico de fratura — de cisalhamento para clivagem — por uma inibição dos micromecanismos de deforma- ção plástica. Como uma conseqüência desse aumento da restrição à deformação plástica, e não como uma causa, temos uma passagem de escoamento em larga escala para escoamento restrito no compor- tamento mecânico macroscópico do material, fazendo com que o material frature logo após o limite de escoamento ser atingido. 43
- 46. METALURGIA DA SOLDAGEM Não só a temperatura, mas qualquer parâmetro que restrinja a deformação plástica pode provocar uma queda na tenacidade ou na ductilidade como, por exemplo, a taxa de deformação ou o estado de tensões reinante. O efeito da taxa de deformação na tenacidade ou na ductilidade pode ser observado na Figura 14. Nota-se que, quanto maior for a taxa de deformação, menor será a tenacidade ou a ductilidade. Figura 14 - Efeito (esquemático) da taxa de deformação na tenacidade ou ductilidade de metais com transição dúctil-frágil. O comportamento sob deformação plana refere-se à fratura sob tensões elásticas, que é essencialmente frágil. O comportamento plástico refere-se à fratura dúctil sob condições de escoamento gene- ralizado, normalmente acompanhado, mas não necessariamente, de grandes lábios de cisalhamento. A transição entre os dois extremos é a região elasto-plástica. A Figura 15 mostra a relação entre os micro- mecanismos de fratura atuantes em cada região e a variação da te- nacidade com a temperatura e taxa de deformação. 44
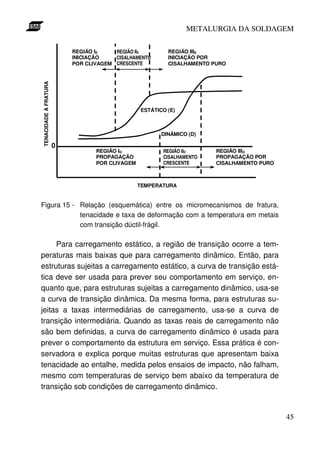
- 47. METALURGIA DA SOLDAGEM REGIÃO IE REGIÃO IIE REGIÃO IIIE INICIAÇÃO CISALHAMENTO INICIAÇÃO POR POR CLIVAGEM CRESCENTE CISALHAMENTO PURO TENACIDADE À FRATURA ESTÁTICO (E) DINÂMICO (D) 0 REGIÃO ID REGIÃO IID REGIÃO IIID PROPAGAÇÃO CISALHAMENTO PROPAGAÇÃO POR POR CLIVAGEM CRESCENTE CISALHAMENTO PURO TEMPERATURA Figura 15 - Relação (esquemática) entre os micromecanismos de fratura, tenacidade e taxa de deformação com a temperatura em metais com transição dúctil-frágil. Para carregamento estático, a região de transição ocorre a tem- peraturas mais baixas que para carregamento dinâmico. Então, para estruturas sujeitas a carregamento estático, a curva de transição está- tica deve ser usada para prever seu comportamento em serviço, en- quanto que, para estruturas sujeitas a carregamento dinâmico, usa-se a curva de transição dinâmica. Da mesma forma, para estruturas su- jeitas a taxas intermediárias de carregamento, usa-se a curva de transição intermediária. Quando as taxas reais de carregamento não são bem definidas, a curva de carregamento dinâmico é usada para prever o comportamento da estrutura em serviço. Essa prática é con- servadora e explica porque muitas estruturas que apresentam baixa tenacidade ao entalhe, medida pelos ensaios de impacto, não falham, mesmo com temperaturas de serviço bem abaixo da temperatura de transição sob condições de carregamento dinâmico. 45
- 48. METALURGIA DA SOLDAGEM A presença de um entalhe (ou de outro concentrador de tensões) em um componente, que pode alterar o estado de tensões reinante para triaxial na região do entalhe, dificulta a deformação plástica e, conseqüentemente, reduz a ductilidade (ou a tenacidade) a uma de- terminada temperatura. A presença de um entalhe tende a aumentar a temperatura de transição dúctil-frágil, tendo, portanto, um efeito simi- lar ao aumento da taxa de deformação, como é mostrado na Figura 16. DUCTILIDADE SEM ENTALHE COM ENTALHE 0 TEMPERATURA Figura 16 - Efeito de concentradores de tensões na ductilidade de metais com transição dúctil-frágil. Ensaio de impacto Charpy O ensaio de impacto Charpy tem sido extensivamente usado nos ensaios mecânicos de produtos de aço e em pesquisa por mais de quatro décadas. 46
- 49. METALURGIA DA SOLDAGEM O ensaio de impacto Charpy está relacionado com o comportamento do material sujeito a carregamento dinâmico (altas taxas de carregamento) e a um estado triaxial de tensões associado a um entalhe em V. As características essenciais para um ensaio de impacto são: um corpo de prova adequado, um suporte no qual o corpo de prova é colocado, um martelo com energia cinética conhecida e um dispositi- vo de medição da energia absorvida na quebra do corpo de prova. O corpo de prova padrão conforme a especificação ASTM E23 pode ser visto na Figura 17. Figura 17 - Corpo de prova de impacto Charpy. O dispositivo de ensaio, bem como o suporte para colocação do corpo de prova, são mostrados na Figura 18. O corpo de prova é colocado no suporte por meio de um disposi- tivo de centralização. O martelo, preso a uma altura determinada para fornecer uma energia cinética conhecida no momento do impacto com o corpo de prova, é liberado e rompe o corpo de prova na região do entalhe, continuando sua trajetória até uma certa altura. A medição da energia absorvida no impacto é feita por meio de um cursor que a- companha o martelo em todo o seu curso até seu retorno, indicando a diferença entre a energia inicial e a energia final do martelo. Para ensaios com temperatura controlada, o tempo entre a reti- rada do corpo de prova do banho e a sua fratura não deve exceder 5 seg. O tempo de permanência do corpo de prova à temperatura de ensaio deve ser de, no mínimo, 10 min para meios líquidos. 47
- 50. METALURGIA DA SOLDAGEM Figura 18 - Dispositivo de ensaio de impacto Charpy. Após o ensaio, além da energia absorvida, podem ser medidas a expansão lateral (em mm) e a aparência da fratura (em %), conforme ilustrado na Figura 19 e na Figura 20. A aparência da fratura pode ser facilmente calculada medindo-se os parâmetros A e B e utilizando-se a Tabela V. 48
- 51. METALURGIA DA SOLDAGEM Figura 19 - Cálculo da expansão lateral Figura 20 - Aparência da fratura 49
- 52. METALURGIA DA SOLDAGEM Tabela V - Percentual de fratura fibrosa para medidas feitas em milímetros (%fratura frágil=100 – %fratura fibrosa) As curvas de energia absorvida, expansão lateral ou percentual de fratura por cisalhamento apresentam uma variação semelhante com a temperatura, mostrada na Figura 21. FRATURA DÚCTIL ENERGIA ABSORVIDA TRANSIÇÃO FRATURA FRÁGIL TEMPERATURA Figura 21 - Energia absorvida na fratura em função da temperatura O problema da fratura por clivagem — forma de fratura mais frá- gil que pode ocorrer em materiais cristalinos — é tão sério que o en- 50
- 53. METALURGIA DA SOLDAGEM saio de impacto Charpy é freqüentemente usado em controle da qua- lidade para a determinação da temperatura de transição e da energia absorvida na fratura em determinadas temperaturas. Porém, o ensaio de impacto Charpy não fornece uma determinada temperatura de transição, mas uma faixa de transição. Pode-se convencionar a temperatura de transição em função de uma determinada energia absorvida, porém o valor da energia deve ser calibrado para cada material, pois não existe uma relação única entre a energia absorvida no ensaio de impacto Charpy e o compor- tamento em serviço para todos os materiais. Dessa maneira, a utilização de ensaios de impacto Charpy deve ficar restrita ao âmbito do controle da qualidade de lotes de materiais homogêneos. Uma característica dos ensaios de impacto Charpy é a dispersão de resultados, principalmente na faixa de transição. Por isso, um re- sultado de ensaio é considerado normalmente como a média dos resultados de três ensaios executados a uma mesma temperatura. Em alguns casos, realizam-se cinco ensaios a uma temperatura, des- prezando-se os valores máximo e mínimo e tomando-se como resul- tado a média dos três valores intermediários. Ensaio de queda livre de peso Já foi citado no item anterior que o ensaio de impacto Charpy não determina uma temperatura de transição, mas uma faixa temperatura de transição. Para se determinar com mais precisão e de forma padronizada e reprodutível a temperatura de transição, foi desenvolvido em 1952, pelo Laboratório de Pesquisas Navais dos Estados Unidos, o ensaio 51
- 54. METALURGIA DA SOLDAGEM de queda livre de peso, também conhecido como ensaio de impacto Pellini. W.S.Pellini e sua equipe usaram extensivamente o ensaio de queda livre de peso para investigar as condições requeridas para iniciação de fraturas frágeis em aços estruturais. Atualmente, esse método de ensaio é padronizado pela especificação ASTM E208, sendo aceito e utilizado pelo Código ASME. O objetivo desse ensaio é determinar a temperatura de transição de ductilidade nula (NDT temperature – nil-ductility transition temperature) em aços ferríticos com espessura a partir de 16 mm. Por convenção, a temperatura de transição de ductilidade nula (temperatura NDT) é a máxima temperatura em que um corpo de prova de queda livre de peso padronizado quebra, quando submetido a esse método de teste. O ensaio de queda livre de peso utiliza um conjunto de corpos de prova especialmente preparados para nuclear uma trinca frágil nas superfícies de tração através da deposição de um cordão de solda do tipo revestimento duro na superfície oposta àquela que recebe o peso em queda livre. O corpo de prova usual, denominado P-2, apresenta as dimen- sões nominais de 19x51x127 mm, podendo, entretanto, possuir di- mensões alternativas, conforme mostrado na Figura 22. O cordão de solda nucleador da trinca frágil é depositado em um só passe no centro da superfície de tração do corpo de prova, deven- do apresentar aproximadamente largura de 12,7 mm e comprimento de 63,5 mm. Para facilitar a centralização do cordão o soldador pode usar um gabarito de cobre com uma fenda central de dimensões 25x76 mm. 52
- 55. METALURGIA DA SOLDAGEM W L T Dimensões (mm) P-1 P-2 P-3 Espessura (T) 25 ± 2,5 19 ± 1,0 16 ± 0,5 Largura (W) 350 ± 10 130 ± 10 130 ± 10 Comprimento (L) 90 ± 2,0 50 ± 1,0 50 ± 1,0 Comprimento da solda 63,5 ± 25,0 44,5 ± 25,0 44,5 ± 25,0 Figura 22 - Dimensões dos corpos de prova padronizados Após a deposição do cordão de solda deve ser aberto um entalhe com serra ou com disco abrasivo, conforme mostrado na Figura 23, tomando-se cuidado para que o entalhe não atinja a superfície do metal de base. O corpo de prova deve ser colocado, com o cordão virado para baixo, em um dispositivo mostrado na Figura 24, que permite a flexão limitada do corpo de prova, quando atingido pelo peso caindo livre- mente. O apoio mostrado na Figura 25 garante que o corpo de prova não seja solicitado acima de seu limite de escoamento. A temperatura de ensaio deve ser controlada com uma precisão de ±1°C e o tempo decorrido entre a retirada do corpo de prova do banho e a liberação do peso deve ser de, no máximo, 20 seg. 53
- 56. METALURGIA DA SOLDAGEM 1,5 mm máx. CORDÃO DE SOLDA 1,0 - 2,0 mm METAL DE BASE Figura 23 - Entalhe do cordão de solda Esse ensaio é do tipo passa-não passa, ou seja, o corpo de pro- va é considerado fraturado se for desenvolvida uma trinca até uma aresta ou até ambas as arestas da superfície do corpo de prova con- tendo o cordão de solda. O corpo de prova é considerado como não fraturado se for desenvolvida uma trinca visível no cordão mas que não se propaga para nenhuma das arestas da superfície tracionada. O teste deve ser considerado como inválido se não se desenvolver qualquer trinca visível no cordão de solda ou se não houver evidência de que o corpo de prova encostou-se ao batente. A invalidação de um ensaio pode decorrer de uma energia de impacto insuficiente, do uso de um metal de adição insuficientemente frágil ou de algum desali- nhamento no conjunto corpo de prova-dispositivo de ensaio. Qualquer ensaio considerado inválido deve ser descartado. A temperatura NDT é determinada após uma série de ensaios a diferentes temperaturas, sendo definida como a máxima temperatura à qual o corpo de prova não quebra. Para confirmação da temperatu- ra NDT, deve-se obter pelo menos dois corpos de prova não quebra- dos a uma temperatura 5°C acima da temperatura julgada como NDT. 54
- 57. METALURGIA DA SOLDAGEM Dimensões (mm) P-1 P-2 P-3 Abertura (S) 305 ± 1,5 100 ± 1,5 100 ± 1,5 Deflexão do esbarro (D) 7,60 ± 0,05 1,50 ± 0,05 1,90 ± 0,05 Espessura (C) ≥ 38 ≥ 38 ≥ 38 Comprimento (E) ≥ 90 ≥ 50 ≥ 50 Largura (F) ≥G ≥G ≥G Altura (G) 50 ± 25 50 ± 25 50 ± 25 Raio (R) 1,0 ± 0,1 1,0 ± 0,1 1,0 ± 0,1 Largura do esbarro (H) ≥ 90 ≥ 50 ≥ 50 Largura do cordão (I) 22 ± 3 22 ± 3 22 ± 3 Profundidade do rebaixo (J) ≥ 10 ≥ 10 ≥ 10 Figura 24 - Dimensões do dispositivo de ensaio de queda livre de peso O ensaio inicial deve ser conduzido a uma temperatura estimada como NDT, baseando-se em dados da literatura ou em conhecimento anterior do material. Recomenda-se que as temperaturas de ensaio sejam múltiplas de 5°C. 55
- 58. METALURGIA DA SOLDAGEM Figura 25 - Apoio limitador da deflexão do corpo de prova Uma outra abordagem é executar pelo menos dois ensaios a uma temperatura determinada por requisito de projeto e obter resulta- dos do tipo não quebrou, garantindo assim que o material apresenta temperatura NDT abaixo da temperatura de projeto. Uma característica importante do ensaio de impacto Pellini é sua reprodutibilidade, que permite a obtenção da temperatura NDT com grande precisão. A filosofia desse ensaio é mostrar que, abaixo de uma determi- nada temperatura, denominada NDT, o material circundando uma zona frágil contendo uma descontinuidade planar (trinca) não é mais capaz de impedir a propagação instável (catastrófica) de uma trinca sob carregamento dinâmico. 56
- 59. METALURGIA DA SOLDAGEM Tenacidade à fratura A Mecânica da Fratura Linear Elástica (MFLE) surgiu em função das limitações na aplicação dos conceitos tradicionais para prever o comportamento dos materiais sob a presença de descontinuidades internas e superficiais. Dos estudos de mecânica da fratura efetuados em materiais de baixa ductilidade resultou o conceito de tenacidade à fratura do material, que se constitui, basicamente, na resistência de um material à propagação de uma trinca. Para que a tenacidade à fratura seja considerada uma proprieda- de do material deve ser independente de tamanho, geometria e níveis de carregamento para um material com uma determinada microestru- tura. Uma medição confiável de tenacidade à fratura é um pré- requisito para o projeto de componentes estruturais com base nos princípios da Mecânica da Fratura. Existem métodos padronizados para a determinação da tenaci- dade à fratura sob condições de deformação plana (KIc), que são válidos quando certas premissas oriundas dos estudos de MFLE são atendidas, significando, em primeira análise, realizar ensaios com corpos de prova de grande espessura em metais dúcteis. Por sua vez, a Mecânica da Fratura Elasto-Plástica (MFEP) sur- giu em função das limitações na aplicação, a materiais dúcteis, do critério de tenacidade à fratura como uma propriedade do material. Sob tais situações, a MFEP utiliza diversos métodos para lidar com relações não lineares entre o campo de tensões e o de deformações, como, por exemplo, o CTOD e a integral J. O método CTOD baseia-se na medição do deslocamento da a- bertura da ponta da trinca como parâmetro crítico de iniciação do processo de fratura. O método da integral J introduz um tratamento matemático que relaciona campos de tensões e deformações ao lon- go de um caminho ao redor da ponta da trinca. Apesar de estes mé- 57
- 60. METALURGIA DA SOLDAGEM todos já estarem bem desenvolvidos experimentalmente, o problema ainda não está analiticamente resolvido, com cada método apresen- tando suas limitações. Ensaio CTOD O termo CTOD, que é a abreviatura da expressão inglesa crack tip opening displacement, representa a distância entre as duas super- fícies de uma trinca, medida na ponta da trinca. O processo de fratura de um metal dúctil pressupõe que, antes que a trinca se propague, ocorra uma deformação plástica localizada em sua vizinhança, que é denominada a zona plástica na ponta da trinca. A plastificação da ponta da trinca — fenômeno conhecido tam- bém como embotamento (blunting) — ocorre antes de sua propaga- ção, em conseqüência da concentração de tensões devido à presen- ça da trinca, que causa um aumento localizado da tensão a um valor acima da tensão limite de escoamento do material. Para haver cres- cimento de uma trinca, é necessário que a abertura na ponta da trinca (CTOD) atinja um valor crítico dependente do material, da temperatu- ra, da taxa de deformação (para materiais sensíveis a este parâme- tro) e do estado de tensões reinante na ponta da trinca (condições de tensão plana ou de deformação plana). O valor crítico de CTOD, dependendo do critério de falha que se utilize, pode ser interpretado como o CTOD de início de propagação estável da trinca (CTOD de iniciação, δi), ou o CTOD de início de pro- pagação instável da trinca (δc ou δu), ou o CTOD de carga máxima (δm). Inicialmente, os corpos de prova para o ensaio de CTOD eram apenas entalhados, sem abertura da pré-trinca de fadiga. Contudo, a presença da pré-trinca de fadiga mostrou-se importante porque simu- 58
- 61. METALURGIA DA SOLDAGEM la uma condição mais crítica de trinca real na peça e também porque mantém uma continuidade com o ensaio de KIc (ensaio da mecânica da fratura linear elástica similar ao ensaio CTOD, e realizado para materiais de baixa ductilidade). Atualmente os corpos de prova mais empregados podem ser observados na Figura 26, na Figura 27 e na Figura 28. Figura 26 - Corpo de prova compacto [C(T)] Figura 27 - Corpo de prova preferencial [SE(B)] 59
- 62. METALURGIA DA SOLDAGEM Figura 28 - Corpo de prova subsidiário [SE(B)] A profundidade do entalhe deve ser de, no máximo, 0,45 W, de tal modo que a trinca possa ser estendida por fadiga até aproxima- damente 0,45 W. É importante notar que as dimensões ao e W são conseqüência de uma escolha anterior da espessura, B. O objetivo de entalhar o corpo de prova é simular um plano de trinca ideal com uma ponta bem aguda — raio essencialmente nulo — para seguir as considerações assumidas na análise da tenacidade à fratura. Como a trinca de fadiga é considerada a mais aguda que se 60
- 63. METALURGIA DA SOLDAGEM pode conseguir em um laboratório, o entalhe usinado é estendido por fadiga. A trinca de fadiga deve ser propagada pelo menos 0,05 W à frente do entalhe usinado para eliminar quaisquer efeitos de geome- tria ou encruamento do entalhe. Alguns exemplos de entalhe usinado são mostrados na Figura 29. O entalhe chevron tem várias vanta- gens, comparado com o entalhe em linha reta, porque mantém a trin- ca plana e assegura que ela se estenda bem além da raiz do entalhe (0,05 W). Além disso, a usinagem do entalhe chevron é mais simples, pois pode ser executada por uma operação de aplainamento, enquan- to que o entalhe em linha reta deve ser usinado por fresamento ou por eletro-erosão, para produzir um raio de fundo o mais agudo e o mais uniforme possível. Para corpos de prova de juntas soldadas, o entalhe chevron é altamente recomendável, principalmente em soldas sem alívio de tensões. Figura 29 - Geometria do entalhe para corpos de prova de CTOD Com a introdução da pré-trinca de fadiga, tornou-se necessário o desenvolvimento de uma equação que calculasse o valor de CTOD a partir de medições da abertura na boca da trinca. O CTOD é, assim, calculado por simples relações geométricas de semelhança de triân- gulos, mas isso é apenas uma aproximação, visto que o ponto de rotação move-se de uma posição inicial, próxima à ponta da trinca, 61
- 64. METALURGIA DA SOLDAGEM até uma posição aproximadamente na metade do ligamento rema- nescente por ocasião do colapso plástico. No corpo de prova é desenvolvida uma pré-trinca de fadiga com uma carga máxima dada por 2 B b o σ LE [24] Pf = 0,5 S e Pmín [25] = 0,1 Pmáx A equação mais utilizada atualmente para o ensaio CTOD é a adotada pelas normas BS-7448 e ASTM E 1820: [26] δ= ( K 2 1− ν2 + ) rp (W − a o ) 2σ LEE rp (W − a o ) + a o + z onde YP [27] K= B W 1/ 2 [28] Y= { [ 6 (ao / W )1/ 2 1,99 − (ao / W ) [1 − (ao / W )] 2,15 − 3,93 (ao / W ) + 2,7 (ao / W )2 ]} (1 + 2ao / W )(1 − ao / W )3 / 2 [29] rp = 0,4(1 + α ) [30] α = 0,1 O ensaio pode ser controlado por deslocamento do pistão (ou cabeçote) na linha de aplicação da carga ou por abertura do clip-gage montado na boca da trinca (veja o dispositivo de ensaio na Figura 30). 62
- 65. METALURGIA DA SOLDAGEM Figura 30 - Dispositivo de ensaio CTOD É feito um registro da carga aplicada versus deslocamento da abertura do clip-gage, que resulta normalmente em um dos cinco gráficos mostrados na Figura 31. Figura 31 - Tipos de registro de carga versus deslocamento do clip-gage 63
- 66. METALURGIA DA SOLDAGEM As cargas e deslocamentos correspondentes aos eventos espe- cíficos no processo de iniciação e extensão da trinca são usados para determinar os valores de CTOD correspondentes. Para valores de δc, δu e δm a carga e o deslocamento do clip-gage correspondentes são obtidos diretamente dos gráficos. No caso de uma curva contínua suave, na qual a carga aumenta com o aumento do deslocamento até o início de propagação instável da trinca (ou pop-in), e onde não ocorreu um significativo crescimento estável da trinca, o CTOD crítico, δc, deve ser determinado a partir da carga e da componente plástica do deslocamento do clip-gage cor- respondentes aos pontos Pc e vc mostrados na Figura 31a e na Figura 31b. No caso em que uma significativa extensão estável da trinca pre- cede a extensão instável da trinca (ou pop-in), ou quando ocorre um patamar de carga máxima, as curvas carga versus deslocamento serão dos tipos mostrados na Figura 31c, na Figura 31d e na Figura 31e, onde são mostrados os valores de P e v a serem usados no cálculo de δu (Figura 31c e Figura 31d) ou δm (Figura 31e). Se o pop-in for atribuído a uma extensão instável da trinca aprisi- onada no plano da pré-trinca de fadiga, o resultado deve ser conside- rado como uma característica do material testado. Esta extensão de trinca por pop-in pode ser avaliada por uma mudança na flexibilidade, que se traduz em uma descontinuidade na curva P versus Vg, e tam- bém por um exame nas superfícies de fratura após o teste. Quando este exame não mostrar evidências claras de que a máxima extensão de pop-in excedeu 0,04 bo, o seguinte procedimento pode ser usado para avaliar a significância de pequenos pop-ins, referentes à Figura 32: trace a tangente OA e uma linha paralela BC passando pelo ponto de carga máxima associado com o pop-in; trace a linha BD paralela ao eixo da carga; marque o ponto E em 0,95 BD, trace a linha CEF; marque o ponto G em que a carga volta a aumentar. Se o ponto G 64
- 67. METALURGIA DA SOLDAGEM estiver dentro do ângulo BCF, o pop-in pode ser ignorado; caso con- trário, os valores de δc ou δu devem ser calculados no ponto B. Figura 32 - Significância de pop-in 65
- 68. METALURGIA DA SOLDAGEM Os valores críticos de CTOD como, por exemplo, δc, δi e δu serão validados se atenderem às seguintes condições: estes valores de CTOD devem ser menores ou iguais a δm; as diferenças entre as sete medições centrais da pré-trinca de fadiga não devem exceder 0,05 W; a diferença entre o máximo e o mínimo das nove medições da pré-trinca de fadiga não deve exceder 0,10 W; a frente da pré-trinca de fadiga deve estar afastada do entalhe usinado de pelo menos 0,025 W ou 1,3 mm, o que for menor; o plano da superfície da pré-trinca de fadiga não deve exceder um ângulo de 10° do plano do entalhe; e a frente da pré-trinca de fadiga não deve ser multiplanar nem ramificada. Ensaio de dureza A resistência de um metal a penetrações é uma medida de sua dureza e também uma indicação de sua resistência. Para executar o ensaio de dureza, uma carga fixa força o penetrador no corpo de prova. A profundidade de penetração ou o tamanho da impressão é medido. A medição é convertida para um número de dureza através do emprego de uma série de tabelas bem estabelecidas. As tabelas mais comuns são a Brinell, Vickers, Knoop e Rockwell. A dureza Rockwell é adicionalmente dividida em diferentes escalas e, depen- dendo do material a ser testado, da forma do penetrador e da carga aplicada, as tabelas de conversão podem diferir. Por exemplo, um material relacionado como tendo uma dureza nas escalas Rb ou Rc significa que sua dureza foi determinada a partir da escala Rockwell "B" ou da escala Rockwell "C". 66
- 69. METALURGIA DA SOLDAGEM Resistência à fadiga Em todo o processo de fadiga pressupõe-se a ocorrência de es- forços cíclicos cuja tensão máxima fica abaixo da tensão limite de resistência do metal (veja a Figura 33). A cada ciclo o metal sofre pequenos danos plásticos cumulativos até que não consiga mais absorvê-los e frature. Um ensaio comum de fadiga é colocar o corpo de prova em uma máquina que aplica repetidamente o mesmo ciclo de carregamento, que inclui tensão máxima, tensão mínima, amplitude de tensão, ten- são média, período, freqüência, tipo de onda, etc. A resistência à fadi- ga é calculada pelo número de ciclos que o metal sofre antes de atin- gir o ponto de fratura. Figura 33 - Esforços cíclicos no processo de fadiga 67
- 70. METALURGIA DA SOLDAGEM Resistência à fluência Se uma tensão abaixo da tensão limite de resistência do metal for aplicada à temperatura ambiente causará algum alongamento inicial, mas não haverá qualquer alongamento subseqüente se a ten- são for mantida num nível constante. Se essa mesma tensão for apli- cada ao mesmo metal aquecido a uma temperatura alta a situação ficará bem diferente. Embora a tensão seja mantida num nível cons- tante o metal continuará a se alongar gradualmente. Essa caracterís- tica é denominada fluência (creep) e representa a degradação tempo- ral que um determinado material sofre pela ação de altas temperatu- ras. Eventualmente o metal pode se romper dependendo da relação entre a temperatura de serviço e a temperatura de fusão do metal, do nível de tensão ou de carga aplicado e do tempo de aplicação da carga. Esses três fatores determinam a capacidade de o metal resistir à fluência e, portanto, sua resistência à fluência. Resistência à oxidação Os átomos do metal apresentam uma tendência de se combina- rem com o oxigênio do ar formando óxidos que, quando afloram à superfície, são chamados de ferrugem e carepa. Em alguns metais esses óxidos aderem fortemente à superfície e formam uma camada impermeável à continuidade do processo de oxidação, como é evi- dente nos aços inoxidáveis. Em outros metais a aderência da camada de óxidos não é tão forte, além do que a camada pode não ser im- permeável ao oxigênio, de modo que o processo de oxidação conti- nua, degradando ainda mais o metal à medida que o tempo avança. 68
- 71. METALURGIA DA SOLDAGEM Coeficiente de dilatação Todos os metais se expandem quando aquecidos e se contraem quando resfriados. A alteração dimensional está relacionada à estru- tura cristalina e varia com os diferentes materiais, e as taxas de ex- pansão e contração são expressas numericamente pelo coeficiente de dilatação ou de expansão térmica. Condutividade térmica Alguns metais absorvem e transmitem calor mais rapidamente que outros e são classificados como tendo alta condutividade térmica. Essa característica explica o fato de que alguns metais se fundirão ou sofrerão transformações a temperaturas muito mais baixas que ou- tros. 69
- 72. METALURGIA DA SOLDAGEM Capítulo 3 Princípios dos consumíveis de soldagem O termo consumíveis é aplicado aos produtos que são consumi- dos durante a execução de uma soldagem. Por exemplo, na solda- gem manual com eletrodos revestidos é o eletrodo empregado, e na soldagem por arco submerso são o arame e o fluxo. Na soldagem com gás de proteção inclui o gás de proteção — argônio, hélio, dióxi- do de carbono ou misturas de gases — bem como o arame. Também se incluem bocais, peças de reserva e a energia elétrica empregada na soldagem. Entretanto, usualmente o termo fica restrito aos itens controladores ou influentes nas propriedades mecânicas e na quali- dade metalúrgica da junta soldada. Uma função primária dos consumíveis é proteger o metal fundido e aquecido no arco e na poça de fusão da atmosfera, cujo perigo provém do nitrogênio e do oxigênio que reagem com o metal fundido. Óxidos prejudicam o fluxo e a fusão do metal e influenciam na forma- ção de inclusões; eles também consomem certos elementos de liga. O nitrogênio forma nitretos, que podem ser uma causa de fragilidade, bem como de porosidade. Na soldagem com gás de proteção empre- gando um gás inerte como o argônio tanto o oxigênio como o nitrogê- nio são excluídos passivamente (sem reações). Alguns óxidos estão, no entanto, sempre presentes e por isso é necessário removê-los com agentes desoxidantes tais como silício, alumínio ou titânio em aços ou silício, zinco ou fósforo em ligas de cobre. O óxido de alumí- nio não pode ser reduzido quimicamente, de tal modo que o gás de proteção usado na soldagem com alumínio deve ser o mais eficaz 70
- 73. METALURGIA DA SOLDAGEM possível. A proteção com o dióxido de carbono, freqüentemente utili- zada na soldagem de aços, exclui o nitrogênio às custas da formação de óxidos, de modo que são normalmente adicionadas quantidades bem maiores de desoxidantes que o necessário. A proteção contra a atmosfera originada por fluxos geradores de escória é mais eficaz graças à camada protetora de fluxo fundido e aos gases formados a partir de componentes no fluxo que são decompostos pelo calor. O modo como o desoxidante é usado depende do processo de soldagem. Como exemplos, na soldagem com gás de proteção é um elemento metálico no arame ou no fluxo, porém nos eletrodos reves- tidos os desoxidantes localizam-se no revestimento. Freqüentemente elementos de liga presentes no metal de base atuam como desoxidantes como, por exemplo, em ligas de cobre com pequenos teores de zinco ou silício. Mesmo em metais ferrosos, onde não é usual contar com elementos de liga para atender a uma função de desoxidante, ocorrem reações complexas entre esses elementos de liga e os consumíveis ou com a atmosfera acima do metal fundido. Elementos como carbono, silício, manganês, titânio, alumínio e cromo são prontamente oxidados, perdendo-se uma parcela de seus teores iniciais durante a soldagem se o metal de adição e o fluxo não fornecerem uma compensação. Os consumíveis possuem um efeito poderoso no modo como o metal é transferido do eletrodo para a poça de fusão. Na soldagem manual com eletrodo revestido, a presença de uma grande quantida- de de rutilo (óxido de titânio – TiO2) no revestimento promove uma transferência suave de pequenas gotas de metal fundido, mas com um alto teor de carbonato de cálcio (CaCO3) a transferência ocorre em grandes glóbulos que fazem curto-circuito com a poça de fusão. Quando se utilizam gases de proteção como argônio ou hélio na sol- dagem de aços é necessário adicionar pequenas quantidades de oxigênio (O2) ou de dióxido de carbono (CO2) para resultar em uma transferência suave e sem respingos de pequenas gotas de metal fundido. Tais adições são prejudiciais quando se soldam ligas de alu- 71
- 74. METALURGIA DA SOLDAGEM mínio, mas com esses metais a suavidade de transferência de metal e o perfil do cordão de solda podem ser modificados empregando-se misturas de argônio e hélio. Num processo de soldagem que faz uso de um fluxo, formar-se-á um resíduo do fluxo denominado escória, que permanece sobre a superfície da poça de fusão. A viscosidade, a tensão superficial, o ponto de fusão e outras características dessa escória influenciam na forma final da superfície do cordão de solda, sua molhabilidade com o metal de base (o modo como o metal de solda se mistura com o metal de base) e a facilidade com que a soldagem pode ser executada em outras posições diferentes da plana. Também é importante que, quando as soldas forem realizadas em chanfros profundos, que a escória seja facilmente removível para permitir que os cordões de solda posteriores sejam depositados sem causar problemas. As considerações de transferência de metal, facilidade de solda- gem, controle da composição do cordão de solda, propriedades da solda e, naturalmente, custos, são importantes na seleção de consu- míveis. 72
- 75. METALURGIA DA SOLDAGEM Capítulo 4 Propriedades do metal de solda Poça de fusão e diluição Seria ideal se o metal de solda propriamente dito e a zona afeta- da pelo calor tivessem exatamente as mesmas propriedades e carac- terísticas que as do metal de base. Entretanto, isso não é possível, porque o metal de solda é fundido, enquanto que a maioria dos me- tais de base é utilizada no estado forjado ou no laminado. Materiais conformados sempre apresentam maior resistência, ductilidade e tenacidade que os materiais comparáveis no estado fundido. O metal de solda é, no entanto, uma miniatura de um fundido que é rapida- mente resfriado, e suas propriedades freqüentemente se assemelham às de um material conformado. Essa é particularmente a situação com metais ferrosos, porém a combinação de propriedades é menos satisfatória em alguns metais não ferrosos como ligas de alumínio e de cobre. Por causa das forças eletromagnéticas do arco, a poça de fusão movimenta-se internamente em modelos variados de fluxo depen- dendo do tipo de junta, da corrente de soldagem e do ângulo que a tocha ou o eletrodo faz com a linha da solda. Essa turbulência resulta numa uniformidade de temperatura e composição dentro do metal líquido com exceção da região mais aquecida nas imediações da raiz do arco. A composição final do metal de solda é o resultado de uma mistura do eletrodo ou do metal de adição fundido com o metal de base que é fundido. O metal depositado do eletrodo ou do metal de 73
- 76. METALURGIA DA SOLDAGEM adição é denominado "diluído" pelo metal de base fundido. Quando nenhum metal é adicionado, consistindo então o metal de solda intei- ramente de metal de base, a diluição é definida como 100%. Na sol- dagem manual com eletrodo revestido, o passe de raiz pode ter 30% de diluição e os passes subseqüentes terão uma diluição ligeiramente menor. Como resultado da uniformidade do metal de solda, é possível calcular sua composição se as proporções de metal de base e de eletrodo fundido puderem ser estimadas. Isso pode ser feito freqüen- temente de uma observação da seção reta da solda, como mostra a Figura 34. Tais cálculos, que envolvem apenas proporções simples, são importantes quando é utilizado um eletrodo ou metal de adição de composição diferente da do metal de base, como em juntas dissimila- res, em revestimento inoxidável de aços carbono ou na soldagem de ligas de alumínio. Pode também ser necessário considerar a diluição se o metal de base tiver alto teor de enxofre ou se contiver alumínio que, se adicionado à poça de fusão, pode afetar o teor de oxigênio e prejudicar a tenacidade do depósito de solda. área da parte hachurada [31] %diluição = × 100 área do cordão de solda Figura 34 - Estimativa de diluição a partir da geometria da solda: (a) junta topo a topo; (b) junta com chanfro em V 74
- 77. METALURGIA DA SOLDAGEM Aporte térmico A maioria dos processos de soldagem por fusão é caracterizada pela utilização de uma fonte de calor intensa e localizada. Esta ener- gia concentrada pode gerar em pequenas regiões temperaturas ele- vadas, altos gradientes térmicos, variações bruscas de temperatura e, conseqüentemente, extensas variações de microestrutura e proprie- dades em um pequeno volume de material. Na soldagem a arco elétrico o aporte térmico (heat input) é defi- nido como o calor cedido à junta soldada por unidade de comprimento e é calculado pela equação Tensão × Corrente [32] Aporte térmico = Velocidade de soldagem Se considerarmos as várias unidades usualmente empregadas, podemos dizer que Tensão (V) × Corrente (A) [33] Aporte térmico (KJ/mm) = 0,06 × Velocidade de soldagem (mm/min) ou Tensão (V) × Corrente (A) [34] Aporte térmico (KJ/mm) = 0,006 × Velocidade de soldagem (cm/min) Após a soldagem a dissipação de calor ocorre principalmente por condução na peça das regiões de maior temperatura para o restante do metal. 75
- 78. METALURGIA DA SOLDAGEM Ciclo térmico de soldagem A variação da temperatura em diferentes pontos da peça durante a soldagem pode ser estimada na forma de uma curva denominada ciclo térmico de soldagem (veja a Figura 35). Os pontos mais próxi- mos da junta sofrerão uma variação de temperatura devido à passa- gem da fonte de calor. Figura 35 - Ciclo térmico de soldagem Essa curva apresenta os seguintes pontos importantes: temperatura de pico (Tp), que é a temperatura máxima atingida no ponto. Tp diminui com a distância ao centro da solda e indica a extensão das regiões afetadas pelo calor de soldagem; 76
- 79. METALURGIA DA SOLDAGEM temperatura crítica (Tc), que é a temperatura mínima para ocorrer uma alteração relevante como uma transformação de fase, por exemplo; tempo de permanência acima de uma temperatura crítica (tp), que é o tempo em que o ponto fica submetido a temperaturas superiores a uma temperatura crítica; velocidade de resfriamento, que é definida por T1 − T2 [35] t Repartição térmica Se considerarmos o ciclo térmico de cada ponto próximo à junta, podemos dizer que a temperatura de pico (Tp) de cada ponto varia com sua distância ao centro do cordão de solda. Colocando na forma de um gráfico as temperaturas de pico contra a distância ao cordão de solda obtemos uma curva esquemática semelhante à exibida na Figura 36. Esta curva é conhecida como repartição térmica. Os ciclos térmicos de soldagem e a repartição térmica são princi- palmente dependentes dos seguintes parâmetros: tipo de metal de base, relativamente a sua condutividade térmica, pois quanto maior a condutividade térmica do metal, maior sua velocidade de resfriamento; geometria da junta (uma junta em T possui três direções para o escoamento de calor, enquanto uma junta de topo possui apenas duas (veja a Figura 41 à página 89); por isso juntas em T resfri- am-se mais rapidamente que juntas de topo para as mesmas condições de soldagem; 77
- 80. METALURGIA DA SOLDAGEM a espessura da junta aumenta com a velocidade de resfriamento até uma espessura limite; acima desse limite, a velocidade de resfriamento independe da espessura; a velocidade de resfriamento diminui com o aumento do aporte térmico e da temperatura inicial da peça e conseqüentemente a repartição térmica torna-se mais larga. Figura 36 - Repartição térmica de uma solda A estrutura do metal de solda Em cordões de solda de aços carbono e carbono-manganês os grãos colunares são circundados pela ferrita e freqüentemente exis- tem plaquetas de ferrita crescendo a partir dos contornos de grão. Esse tipo de microestrutura apresenta baixa tenacidade, e se for ne- cessário modificá-la o método usual é o tratamento térmico de norma- lização. Entretanto, numa soldagem multipasses cada cordão de sol- da é tratado termicamente pelo cordão subseqüente. O metal que é aquecido acima da faixa de temperatura de transformação recristali- za-se em grãos equiaxiais de menor tamanho. A profundidade até 78
- 81. METALURGIA DA SOLDAGEM onde ocorre a recristalização depende de muitos fatores, incluindo a temperatura entrepasses, sendo rara a ocorrência de recristalização completa (veja a Figura 37). Figura 37 - Recristalização de cordões de solda por passes subseqüentes depositados com eletrodo revestido em uma junta multipasses O reaquecimento também refina a microestrutura nas partes ad- jacentes da zona termicamente afetada. Uma região crítica na qual a tenacidade é desejável é o topo da solda, visto que a última camada a ser depositada em uma solda multipasses pode não receber o benefi- ciamento do tratamento da recristalização. É preciso um planejamen- to cuidadoso do cordão final (ou dos cordões finais) para assegurar que ocorra o refino dos grãos onde for necessário. Pode ocorrer per- da de tenacidade na zona termicamente afetada de aços estruturais, que está associada com altos aportes térmicos que causam cresci- 79
- 82. METALURGIA DA SOLDAGEM mento de grão e alterações microestruturais. Sempre que a tenacida- de for importante, como em estruturas que precisam manter sua inte- gridade a baixas temperaturas de serviço, deve ser evitada a técnica de soldagem de largos cordões trançados, dando-se preferência à técnica de cordões filetados (veja a Figura 38). Figura 38 - As técnicas de soldagem de (a) trançar e (b) filetar Com aços temperáveis, aquecimento e resfriamento rápidos po- dem criar uma camada dura de martensita ao lado do cordão de sol- da. Um cuidadoso planejamento da seqüência dos passes finais pode reduzir a dureza do metal depositado. Materiais diferentes dos aços carbono que não apresentem mu- dança de fase no estado sólido não sofrem refino de grão durante a soldagem multipasses. Entretanto, outras alterações podem ocorrer durante o reaquecimento dos cordões de solda, tais como a liquefa- ção de filmes de constituintes de baixo ponto de fusão nos contornos de grão, formando trincas de solidificação. Isso pode acontecer du- rante a soldagem multipasses de aços inoxidáveis austeníticos. 80
- 83. METALURGIA DA SOLDAGEM Capítulo 5 Defeitos do metal de solda Alguns dos defeitos que podem ocorrer no metal de solda são: trincas de solidificação ou trincas a quente trincas induzidas por hidrogênio no metal de solda porosidade inclusões de escória ou outras inclusões trincas de cratera falta de fusão perfil do cordão desfavorável Trincas de solidificação A maioria dos aços pode ser soldada com um metal de solda de composição similar à do metal de base. Muitos aços com alto teor de liga e a maioria das ligas não ferrosas requerem eletrodos ou metal de adição diferentes do metal de base porque possuem uma faixa de temperatura de solidificação maior do que outras ligas. Isso torna essas ligas suscetíveis à fissuração de solidificação ou a quente, que pode ser evitada mediante a escolha de consumíveis especiais que proporcionam a adição de elementos que reduzem a faixa de tempe- ratura de solidificação. A fissuração a quente também é fortemente influenciada pela direção de solidificação dos grãos na solda (veja a Figura 39). Quando grãos de lados opostos crescem juntos numa 81
- 84. METALURGIA DA SOLDAGEM forma colunar, impurezas e constituintes de baixo ponto de fusão podem ser empurrados na frente de solidificação para formar uma linha fraca no centro da solda. Soldas em aços de baixo carbono que porventura possam conter alto teor de enxofre podem se comportar dessa forma, de modo que pode ocorrer fissuração no centro da sol- da. Mesmo com teores normais de enxofre pode ainda existir a linha fraca no centro da solda que pode se romper sob as deformações de soldagem, sendo por este motivo que cordões de penetração muito profunda são normalmente evitados. Figura 39 - Fissuração no centro do cordão em um passe único de alta pe- netração Trincas induzidas por hidrogênio Esse modo de fissuração acontece a temperaturas próximas da ambiente, sendo mais comumente observada na zona termicamente afetada. O hidrogênio é introduzido na poça de fusão através da umi- dade ou do hidrogênio contidos nos compostos dos fluxos ou nas superfícies dos arames ou do metal de base, resultando em que a poça de fusão e o cordão de solda já solidificado tornam-se um reser- vatório de hidrogênio dissolvido. Numa poça de fusão de aço o hidro- 82
- 85. METALURGIA DA SOLDAGEM gênio se difunde do cordão de solda para as regiões adjacentes da zona termicamente afetada que foram reaquecidas suficientemente para formar austenita. À medida que a solda se resfria a austenita se transforma e dificulta a difusão posterior do hidrogênio. O hidrogênio retido nessa região adjacente ao cordão de solda pode causar fissu- ração, como será visto adiante no Capítulo 6. Porosidade A porosidade pode ocorrer de três modos. Primeiro, como resul- tado de reações químicas na poça de fusão, isto é, se uma poça de fusão de aço for inadequadamente desoxidada, os óxidos de ferro poderão reagir com o carbono presente para liberar monóxido de carbono (CO). A porosidade pode ocorrer no início do cordão de solda na soldagem manual com eletrodo revestido porque nesse ponto a proteção não é totalmente efetiva. Segundo, pela expulsão de gás de solução à medida que a solda solidifica, como acontece na soldagem de ligas de alumínio quando o hidrogênio originado da umidade é absorvido pela poça e mais tarde liberado. Terceiro, pelo aprisiona- mento de gases na base de poças de fusão turbulentas na soldagem com gás de proteção, ou o gás evoluído durante a soldagem do outro lado de uma junta em "T" numa chapa com tinta de fundo. A maioria desses efeitos pode ser facilmente evitada, embora a porosidade não seja um defeito excessivamente danoso às propriedades mecânicas, exceto quando aflora à superfície. Quando isso acontece, pode favo- recer a formação de entalhes que poderão causar falha prematura por fadiga, por exemplo. 83
- 86. METALURGIA DA SOLDAGEM Inclusões Com processos que utilizam fluxo é possível que algumas partí- culas desse fluxo sejam deixadas para trás, formando inclusões no cordão de solda. É mais provável de as inclusões ocorrerem entre passes subseqüentes ou entre o metal de solda e o chanfro do metal de base. A causa mais comum é a limpeza inadequada entre passes agravada por uma técnica de soldagem ruim, com cordões de solda sem concordância entre si ou com o metal de base. Assim como na porosidade, inclusões isoladas não são muito danosas às proprieda- des mecânicas, porém inclusões alinhadas em certas posições críti- cas como, por exemplo, na direção transversal à tensão aplicada, podem iniciar o processo de fratura. Há outras formas de inclusões que são mais comuns em soldas de ligas não ferrosas ou de aços inoxidáveis do que em aços estruturais. Inclusões de óxidos podem ser encontradas em soldas com gás de proteção onde o gás foi ina- dequadamente escolhido ou inclusões de tungstênio na soldagem GTAW (TIG) com correntes muito altas para o diâmetro do eletrodo de tungstênio ou quando este toca a peça de trabalho. Defeitos de cratera Já foi mencionado que a granulação no metal de solda é geral- mente colunar. Esses grãos tendem a crescer a partir dos grãos pre- sentes nos contornos de fusão e crescem afastando-se da interface entre o metal líquido e o metal de base na direção oposta ao escoa- mento de calor. Um ponto fundido estacionário teria naturalmente um contorno aproximado no formato circular, porém o movimento da fonte de calor produz um contorno em forma de lágrima com a cauda na 84
- 87. METALURGIA DA SOLDAGEM direção oposta ao movimento. Quanto maior for a velocidade de sol- dagem, mais alongado será o formato da cauda. Se a fonte de calor for repentinamente removida, a poça fundida solidifica com um vazio que é denominado cratera. A cratera está sujeita a conter trincas de solidificação na forma de estrela. As técnicas de soldagem ao final do cordão de solda são desenvolvidas para corrigir esse fenômeno vol- tando o arco por alguns momentos para preencher a poça de fusão ou até mesmo reduzindo gradualmente a corrente enquanto se man- tém o arco estático. Falta de fusão e perfil do cordão desfavorável Esses são defeitos comuns fáceis de se evitar. A causa pode ser uma corrente de soldagem muito baixa ou uma velocidade de solda- gem inadequada. 85
- 88. METALURGIA DA SOLDAGEM Capítulo 6 A zona termicamente afetada (ZTA) Nenhuma solda por fusão pode ser realizada sem acumular um gradiente térmico no metal de base. A difusão de calor para o metal de base é fortemente influenciada pela temperatura da poça de fusão e pela velocidade de soldagem. Soldagem com alta potência e alta velocidade reduz o gradiente térmico. Num ponto da ZTA logo além da borda da poça de fusão a tem- peratura aumenta rapidamente a um nível próximo do da poça de fusão e diminui rapidamente produzindo um efeito como o de têmpe- ra. Em aços essa região torna-se austenítica durante o aquecimento e pode conter o constituinte duro conhecido como martensita quando se resfria. Essa região desenvolve grãos grosseiros (região de crescimento de grão) porém um pouco mais além, onde a temperatu- ra não foi tão alta, entrando na faixa acima da temperatura de trans- formação mas não atingindo a região austenítica, o tamanho de grão é menor (região de refino de grão). Mais além ainda, não há alteração no tamanho de grão, mas o calor é suficiente para reduzir a dureza dessa região e eliminar até certo ponto os efeitos de qualquer encru- amento (região intercrítica). Efeitos metalúrgicos similares são tam- bém observados na ZTA após cortes com aporte térmico. Em materi- ais endurecíveis por solução sólida como ligas de alumínio, por e- xemplo, a região próxima à poça de fusão torna-se efetivamente so- lubilizada por tratamento térmico e terá sua dureza aumentada com o tempo ou com um tratamento térmico subseqüente a baixas tempera- turas, causando endurecimento por precipitação. Em materiais que 86
- 89. METALURGIA DA SOLDAGEM não sofrem transformação, como os aços, nem endurecem por solu- ção sólida, como ligas de alumínio tratáveis termicamente, os efeitos do calor são mais simples, sendo aplicados principalmente para redu- zir a dureza e para a eliminação completa ou parcial do encruamento. Raramente a condição de soldagem é tão simples como foi des- crita acima porque os metais de base são freqüentemente imperfeitos quando observados detalhadamente, sendo também possível para a poça de fusão introduzir hidrogênio na zona termicamente afetada. Esta é, portanto, uma região potencial de defeitos e seu comporta- mento em um material qualquer é um aspecto importante da conside- ração de soldabilidade. Soldabilidade, no entanto, é uma propriedade do material que não pode ser definida precisamente porque varia com o processo empregado e com a maneira como o processo é utilizado. Materiais com soldabilidade ruim podem ser soldados satisfatoria- mente desde que seja tomado muito cuidado na seleção do consumí- vel, no controle da soldagem e na inspeção final. Isso freqüentemente significa muitos testes antes da produção e naturalmente um aumento nos custos. Defeitos na ZTA Alguns dos defeitos que podem ocorrer na ZTA são: fissuração por hidrogênio (designada também por fissuração sob cordão) decoesão lamelar trincas de reaquecimento fissuração por corrosão sob tensão trincas de liquação ou microfissuração 87
- 90. METALURGIA DA SOLDAGEM Fissuração da ZTA por hidrogênio Esse tipo de fissuração pode ocorrer nos aços e resulta da pre- sença de hidrogênio numa microestrutura temperada suscetível à fissuração como a martensita, aliada à tensão aplicada. Normalmente pouco pode ser feito sobre a tensão, embora seja conhecido que juntas com aberturas excessivas sejam mais suscetíveis à fissuração. As medidas práticas para evitar a fissuração dependem de reduzir o hidrogênio na poça de fusão e evitar uma ZTA endurecida. No Capítulo 5 foi descrito como a poça de fusão pode fornecer uma fonte de hidrogênio que se difunda da fase austenítica para a ZTA. Quando a região próxima à solda se resfria a mobilidade do hidrogênio diminui e ele tende a permanecer onde puder causar fissu- ração (veja a Figura 40). O nível de hidrogênio é controlado por um tipo adequado de consumível de soldagem e pela garantia de que ele esteja seco. Eletrodos rutílicos depositam metal de solda com teor de hidrogênio maior que eletrodos básicos, que são os preferidos para a soldagem de aços de alta resistência e também para juntas com es- pessura superior a 25 mm. Quando se soldam aços altamente sensí- veis ao hidrogênio difusível pode ser empregado um eletrodo inoxidá- vel austenítico já que esse metal de solda não sofre transformação metalúrgica e resulta em um bom recipiente para o hidrogênio. Para qualquer aço a dureza atingida na ZTA depende diretamen- te da taxa de resfriamento e quanto maior a taxa de resfriamento mais facilmente a estrutura pode trincar. Um importante fator influenciando a taxa de resfriamento é a massa de material sendo soldada: quanto maior a espessura da junta, maior a velocidade de resfriamento. O tipo de junta também afeta a taxa de resfriamento pelo número de caminhos ao longo dos quais o calor pode fluir. Numa junta de topo há dois caminhos. Por outro lado, numa junta em ângulo há três ca- minhos, de tal modo que um cordão de solda de mesmo tamanho nessa junta resfria-se mais rapidamente (veja a Figura 41). 88
- 91. METALURGIA DA SOLDAGEM Figura 40 - Trincas por hidrogênio na zona termicamente afetada numa junta em ângulo feita com um eletrodo rutílico Figura 41 - Caminhos do fluxo de calor em juntas de topo e em ângulo O controle da microestrutura é alcançado principalmente de duas maneiras. Primeiro, escolhendo um aço que tenha uma temperabilidade adequada. A temperabilidade de um aço é determinada por seu teor de carbono e de outros elementos de liga como manganês, cromo, 89
- 92. METALURGIA DA SOLDAGEM molibdênio e vanádio, existindo várias equações para estimar o car- bono equivalente a partir da composição química de um aço. A Equação [5] é a mais utilizada para o carbono equivalente (Ceq) e pode ser observada à página 27. Segundo, a microestrutura pode ser controlada reduzindo-se a taxa de resfriamento que, para qualquer tipo de junta, pode ser con- seguido de duas maneiras: elevando o aporte térmico pelo aumento do tamanho do cordão de solda e/ou reduzindo a velocidade de soldagem. Em termos de soldagem ao arco elétrico, isso significa empregar eletrodos de diâmetro maior; ou empregando pré-aquecimento. A fissuração induzida por hidro- gênio ocorre apenas a temperaturas em torno da temperatura ambiente, de modo que, se for realizado um pós-aquecimento (manutenção da temperatura após a soldagem) por um tempo dependente da espessura do aço, haverá a difusão do hidrogênio para fora da região da solda antes que a fissuração possa acon- tecer. Um carbono equivalente menor que 0,40% indica que o aço a- presenta boa soldabilidade, porém valores acima desse podem tornar necessárias algumas precauções adicionais com o pré-aquecimento ou com o aporte térmico. Como o pré-aquecimento é caro e difícil de ser empregado, pode ser evitado quando se aplicam eletrodos bási- cos em vez de rutílicos ou, em casos extremos, aplicando-se eletro- dos austeníticos. Tomando-se cuidado, a fissuração na ZTA pode ser evitada, mas é um defeito difícil de ser notado, particularmente em juntas em ângu- lo, onde pode aparecer na garganta da junta, que é uma área sujeita a concentração de tensões. Como uma alta taxa de resfriamento é um grande agente contribuinte para a fissuração por hidrogênio, pe- quenos cordões de solda como pontos de solda (ou mesmo aberturas involuntárias de arco) são sítios potenciais para a ocorrência desse 90
- 93. METALURGIA DA SOLDAGEM fenômeno, devendo ser tratados com o mesmo cuidado que a solda principal ou definitiva. Decoesão lamelar Esse defeito ocorre em chapas grossas como resultado de imper- feições no metal de base acentuadas pelas deformações de solda- gem e projeto de junta inadequado. Chapas de aço são provavelmen- te afetadas devido as suas pobres propriedades ao longo da espessu- ra provenientes de regiões finas de inclusões não metálicas dispostas em camadas paralelas à superfície. Essas são abertas pelas defor- mações de soldagem, formam trincas próximas à ZTA e se propagam na forma de degraus (veja a Figura 42). A condição é agravada pela presença de até mesmo pequenas quantidades de hidrogênio. Se existir a suspeita de que o aço possa ser suscetível à decoesão lame- lar, as juntas devem ser projetadas para evitar ao máximo a contração que ocorre na direção da espessura, isto é, evitando juntas crucifor- mes ou cordões espessos e empregando eletrodos básicos adequa- damente ressecados. Almofadar para proteger áreas sensíveis é útil antes da solda definitiva ou durante a própria soldagem que seria, na realidade, uma seqüência de passes controlada (veja a Figura 43). É melhor, contudo, estimar o risco de decoesão lamelar antes que a solda comece e, se necessário, pedir a chapa de aço com proprieda- des apropriadas na direção da espessura. 91
- 94. METALURGIA DA SOLDAGEM Figura 42 - Decoesão lamelar na ZTA de uma junta de topo multipasse Figura 43 - Princípios de (a) almofadamento e (b) almofadamento durante a própria soldagem para reduzir o risco de decoesão lamelar 92
- 95. METALURGIA DA SOLDAGEM Trincas de reaquecimento Esse fenômeno pode acontecer em alguns aços de baixa liga nos contornos de grão, normalmente na região de granulação grosseira da ZTA, após a solda ter entrado em serviço a altas temperaturas ou ter sido tratada termicamente. As causas reais para esse fenômeno são complexas e não estão completamente entendidas, mas o meca- nismo pode envolver endurecimento no interior dos grãos pelos for- madores de carbonetos como cromo, molibdênio e vanádio, concen- trando a deformação nos contornos de grão que, se contiverem impu- rezas como enxofre, fósforo, estanho, antimônio e arsênio, poderá haver colapso nessas regiões. Fissuração por corrosão sob tensão É uma forma de fissuração que pode ocorrer em muitos materiais e está usualmente associada à presença de um meio corrosivo como, por exemplo, sulfeto de hidrogênio (H2S), podendo atacar a região endurecida da ZTA em tubulações de aço. Por isso é especificada muitas vezes uma dureza máxima. Precauções gerais contra a corro- são sob tensão incluem a seleção cuidadosa do metal de base e de um tratamento pós-soldagem adequado para reduzir as tensões e colocar a ZTA em sua condição microestrutural mais adequada. Trincas de liquação Outros possíveis defeitos na ZTA incluem trincas de liquação causadas pela fusão de constituintes de baixo ponto de fusão presen- tes nos contornos de grão, resultando em microtrincas que podem posteriormente formar sítios de propagação de trincas maiores. 93
- 96. METALURGIA DA SOLDAGEM Bibliografia Basic Welding Filler Metal Technology – ESAB Welding and Cut- ting Products Welding and Cutting – Peter Houldcroft and Robert John Tecnologia da Soldagem – Paulo Villani Marques Welding Handbook – 8th edition – American Welding Society Welding Metallurgy – George E. Linnert 94